|
The principle of induction melting is that a high voltage electrical source from a primary coil induces
a low voltage, high current in the metal, or secondary coil. Induction heating is simply a method of
transferring heat energy.
Induction furnaces are ideal for melting and alloying a wide variety of metals with minimum melt losses,
however, little refining of the metal is possible. There are two main types of induction furnace:
coreless and channel.
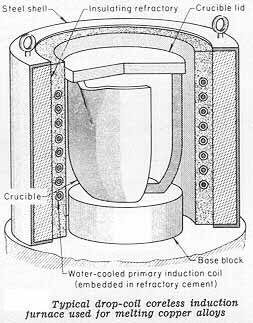
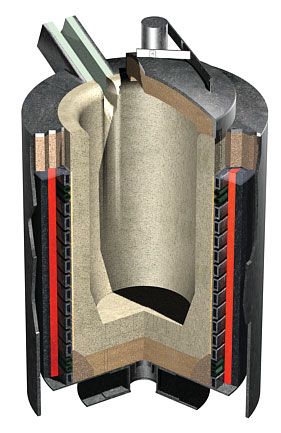
Coreless induction furnaces
The heart of the coreless induction furnace is the coil, which consists of a hollow section of heavy duty,
high conductivity copper tubing which is wound into a helical coil. Coil shape is contained within a steel
shell and magnetic shielding is used to prevent heating of the supporting shell. To protect it from
overheating, the coil is water-cooled, the water being recirculated and cooled in a cooling tower.
The crucible is formed by ramming a granular refractory between the coil and a hollow internal former
which is melted away with the first heat leaving a sintered lining.
Frequencies used in induction melting vary from 50 cycles per second (mains frequency) to 10,000 cycles per
second (high frequency). The higher the operating frequency, the greater the maximum amount of power that
can be applied to a furnace of given capacity and the lower the amount of turbulence induced.
When the charge material is molten, the interaction of the magnetic field and the electrical currents
flowing in the induction coil produce a stirring action within the molten metal. This stirring action forces
the molten metal to rise upwards in the centre causing the characteristic meniscus on the surface of
the metal. The degree of stirring action is influenced by the power and frequency applied as well as
the size and shape of the coil and the density and viscosity of the molten metal. The stirring action
within the bath is important as it helps with mixing of alloys and melting of turnings as well as
homogenizing of temerature throughout the furnace. Excessive stirring can increase gas pick up, lining wear and
oxidation of alloys.
The coreless induction furnace has largely replaced the crucible furnace, especially for melting of
high melting point alloys. The coreless induction furnace is commonly used to melt all grades of steels
and irons as well as many non-ferrous alloys. The furnace is ideal for remelting and alloying because of
the high degree of control over temperature and chemistry while the induction current provides good
circulation of the melt.
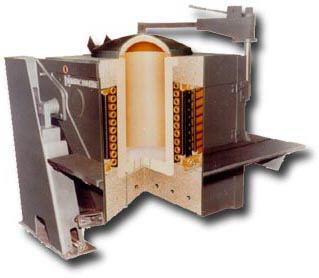
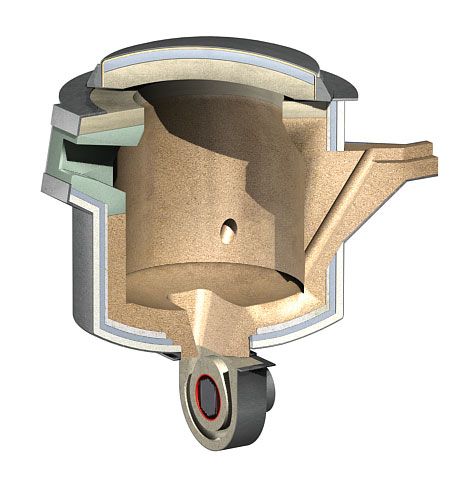
Channel induction furnaces
The channel induction furnace consists of a refractory lined steel shell which contains the molten metal.
Attached to the steel shell and connected by a throat is an induction unit which forms the melting component
of the furnace. The induction unit consists of an iron core in the form of a ring around which a primary
induction coil is wound. This assembly forms a simple transformer in which the molten metal loop comprises
the secondary component. The heat generated within the loop causes the metal to circulate into the main
well of the furnace. The circulation of the molten metal effects a useful stirring action in the melt.
Channel induction furnaces are commonly used for melting low melting point alloys and or as a holding and
superheating unit for higher melting point alloys such as cast iron. Channel induction furnaces can be
used as holders for metal melted off peak in coreless induction units thereby reducing total
melting costs by avoiding peak demand charges.
Induction Furnace Advantages
Induction furnaces offer certain advantages over other furnace systems. They include:
Higher Yield: The absence of combustion sources reduces oxidation losses that can be significant in production economics. This can amount to 2 to 7 percent yield savings in aluminum melting.
Faster Startup: Full power from the power supply is available, instantaneously, thus reducing the time to reach working temperature. Cold charge-to-tap times of one to two hours are common.
Flexibility: No molten metal is necessary to start medium frequency coreless induction melting equipment. This facilitates repeated cold starting and frequent alloy changes.
Natural Stirring: Medium frequency units can give a strong stirring action resulting in a homogeneous melt.
Cleaner Melting: No by-products of combustion means a cleaner melting environment and no associated products of combustion pollution control systems.
Automatic Operation: Precise automatic control of power reduces furnace manpower to that required only for charging, tapping, and metallurgical measurements.
Compact Installation: High melting rates can be obtained from small furnaces. A coreless furnace capable of melting 2,500 lbs./hr. of aluminum has a crucible measuring 3' in diameter by 6' in depth.
Reduced Refractory: The compact size in relation to melting rate means induction furnaces require much less refractory than fuel-fired units. New hydraulic ram systems allow relining times to be greatly reduced as old worn linings can be quickly "pushed out" for easy replacement.
Better Working Environment: Induction furnaces are much quieter than gas furnaces, arc furnaces, or cupolas. No combustion gas is present and waste heat is minimized.
Energy Conservation: Overall energy efficiency in induction melting ranges from 55 to 75 percent, and is significantly better than combustion processes.
|