1. Cupola Furnace
For many years, the cupola furnace was the primary method of melting used in iron foundries. The cupola furnace
has several unique characteristics which are responsible for its widespread use as a melting unit for cast
iron.
- The cupolas is one of the only methods of melting which is continuous in its operation
- High melt rates
- Relatively low operating costs
- Ease of operation
In more recent times, the use of the cupola has declined in favour of electric induction melting,
which offers more precise control of melt chemistry and temperature, and much lower levels of emissions.
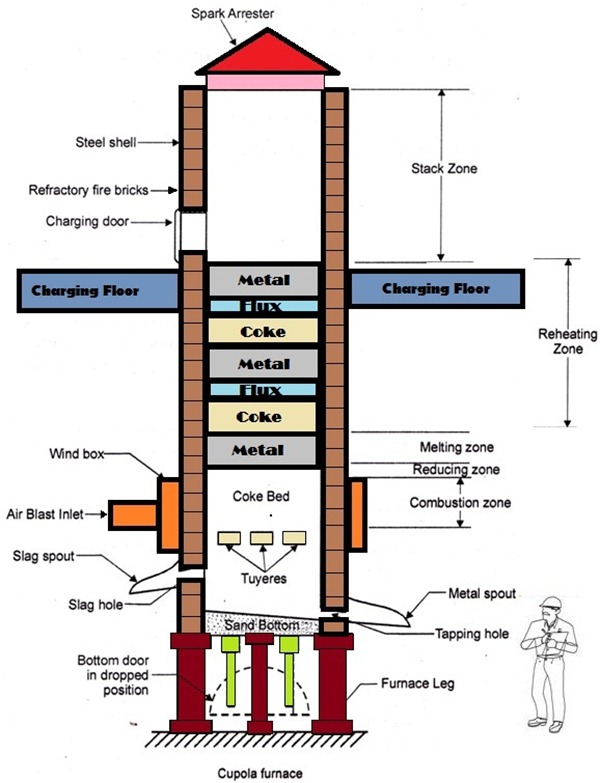
The construction of a conventional cupola consists of a vertical steel shell which is lined with
a refractory brick. The charge is introduced into the furnace body by means of an opening approximately
half way up the vertical shaft. The charge consists of alternate layers of the metal to be melted, coke
fuel and limestone flux. The fuel is burnt in air which is introduced through tuyeres positioned
above the hearth. The hot gases generated in the lower part of the shaft ascend and preheat the
descending charge.
Most cupolas are of the drop bottom type with hinged doors under the hearth, which allows the bottom to
drop away at the end of melting to aid cleaning and repairds. At the bottom front is a taphole for
the molten iron at the rear, positioned above the taphole is a slaghole. The top of the stack is
capped with a spark/fume arrester hood.
Typical internal diameters of cupolas are 450 mm to 2000 mm diameter which can be operated on different
fuel to metal ratios, giving melt rates of approximately 1 to 30 tonnes per hour.
A typical operation cycle for a cupola would consist of closing and propping the bottom hinged doors
and preparing a hearth bottom. The bottom is usually made from low strength moulding sand and slopes
towards a tapping hole. A fire is started in the hearth using light weight timber, coke is charged on
top of the fire and is burnt by increasing the air draught from the tuyeres. Once the coke bed is
ignited and of the required height, alternate layers of metal, flux and coke are added until the
level reaches the charged doors. The metal charge would typically consist of pig iron, scrap steel
and domestic returns.
An air blast is introduced through the wind box and tuyeres located near the bottom of the cupola.
The air reacts chemically with the carbonaceous fuel thus producing heat of combustion. Soon after
the blast is turned on, molten metal collects on the hearth bottom where it is eventually tapped out
into a waiting ladle or receiver. As the metal is melted and fuel consumed, additional charges
are added to maintain a level at the charging door and provide a continuous supply of molten iron.
At the end of the melting campaign, charging is stopped but the air blast is maintained until all
of the metal is melted and tapped off. The air is then turned off and the bottom doors opened allowing
the residual charge material to be dumped.
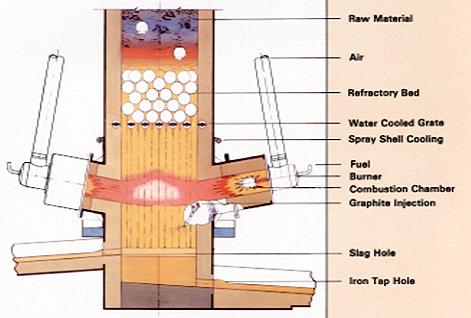
2. Cokeless Cupola Furnace
A comparison of melting furnaces
When planning a melting operating, at some stage the question of the type
of melting furnace to be installed will be raised. In principle there are two different processes to choose from: Cupola furnaces and electric melting furnaces.
Cupolas melt pig iron, defective castings and steel scrap and use coke, mineral oil or natural gas as fuel. They are the preferred continuous melting units for iron foundries since they can supply high quantities in constant quality.
As the name suggests, electric furnaces use electricity to power them and
are used for discontinuous applications with frequent analysis changes.
Cokeless cupolas ideally use natural gas as fuel.
This gives them a better heat balance and considerably
better emission values. Overall this results in a whole series of major benefits compared to alternative furnace systems such
as coke-fired cupolas.
Convincing benefits
Charging
- expensive coke stores not required Melting
- the melting process is easier to control with
natural gas
- less slag formation
- cleaner primary energy
- constant tapping temperature with flexible output
- the melting process can be interrupted without any problem
Superheater
- low use of additional electrical energy required
- accurate carburisation
- base iron does not have to be desulphurised Quality
- uniform analysis is possible
- excellent flow properties of the molten metal
- very low volumes of transition iron
- ideal melting losses for C, Si and Mn
- no sulphur pick-up Economy
- low purchase cost for new systems
- simple conversion of existing cupolas
- low costs for dust extraction
- perfect energy use with duplex system Environment
- no air pollution with sulphur compounds
- low level of pollutants in the slag
- no CaC2 slag from GJS production
- reduced nuisance emissions
- low duct content in the flue gas
About Dueker
The name D?ker has stood for top quality iron casting for more than 500 years. Today we are one of the leading manufacturers of fittings, pressure
pipe fittings for drinking water and gas supplies and of pipes and fittings for drainage technology.
We also manufacture highly resistant enameled components and pipes for the chemical and pharmaceutical industries. Another production field of our business is job castings where we act as a contract manufacturer for parts for the printing, automotive and mechanical engineering industries.
|