절삭을 능률적으로 행하기 위해서는 cutter의 절인(切刃)이 예리하여야 하며, 마모되었을
때에는 적당한 시기에 재연삭함으로써 cutter의 수명을 연장하고 가공면을 곱게 할 수 있다.
마모가 심하면 마찰열에 의하여 마모가 가속화된다.
보통 plain cutter와 side cutter에서는 land를 재연삭하고, 총형 cutter에서는 경사면(face)을
재연삭한다.
cutter의 연삭에는
☞ 평형숫돌과 cup형숫돌을 사용하며,
평형숫돌을 사용할 경우에는 그림과 같이 연삭면이 곡면으로 되어
실제의 여유각과 겉보기의 것에 차이가 있어 불필요하게 절인의 강도가 약해지나, cup형숫돌에서는 평면으로 되어
평형 숫돌에서 나타나는 폐단이 없다. 평형숫돌을 사용할 때에는 숫돌의 지름이 20mm 이상 되어야 평면에 가까운
연삭을 할 수 있다.
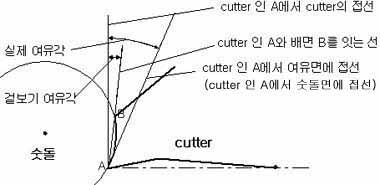 평형 숫돌로 연삭한 여유면 형상
평형 숫돌로 연삭한 여유면 형상
(절인이 약하여지는 관점에서 명명하였음)
아래 그림(a), (b)를 하향연삭(下向硏削), 그림(c), (d)를 상향연삭(上向硏削)이라 한다.
하향연삭에서는 숫돌의 회전이 날 끝을 향하므로 burr가 생겨 연삭 후
☞ 기름숫돌(oilstone)로
burr를 제거하여야 한다.
상향연삭에서는 절인이 예리하게 되지만 cutter 지지대(지지봉)에서 cutter가 떨어졌다 붙었다
하는 경우가 있어 불안정하다.
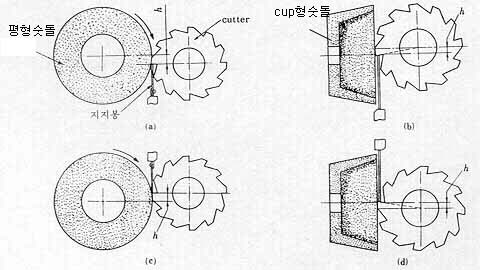
plain cutter의 연삭법
|
 ☜
☜
cup wheel에 의한 cutter연삭법
|
 cup형 숫돌에서 cutter를 연삭한다.
cup형 숫돌에서 cutter를 연삭한다.

아래 그림은 cutter 원주면의 land 연삭에서 cutter의 중심과 숫돌의 중심을 편위(偏位)시킨
것으로서, β: 여유각, D: 숫돌의 지름(평형 숫돌) 및 cutter의 지름(cup 형 숫돌),
h: 편위거리라 하면 편위량과 여유각의 관계는 다음 식과 같다.
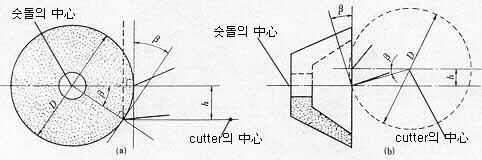 plain cutter의 여유각과 편위거리의 관계
plain cutter의 여유각과 편위거리의 관계
-

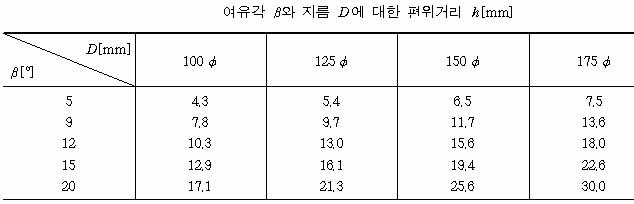
다음 표는 지름 D에 대한 여유각과 편위거리의 계산 예이다.
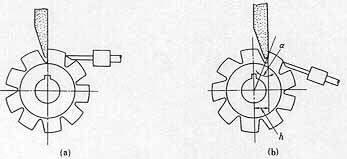
☞ 총형 cutter에서는
곡선으로 된 land의 연삭이 곤란하므로 경사면(face)을 연삭한다.
그림(a)와 같이 경삭각이 0°일 때에는 숫돌의 연삭면이 cutter의 중심선상에 있게 하고,
그림(b)와 같이 경사각이 0°가 아닐 때에는 숫돌의 연삭면을 cutter의 중심선상에서 편위시킨다.
그림(b)에서
α: 경사각, h: 편위거리, D: cutter의 지름이라 하면
-

cutter의 배면은 그림(b)와 같이 지지대(rest)로 지지하며, 1회의 연삭량은 0.05~0.07mm가 적당하고,
연삭중에 횡방향의 이송을 변화시키면 안 된다.
 총형 cutter의 경사각과 편위거리의 관계
총형 cutter의 경사각과 편위거리의 관계
 보충(side cutter, end mill, helial cutter의 연삭법, 기계공작법 서남섭저 동명사 p.549~550)
보충(side cutter, end mill, helial cutter의 연삭법, 기계공작법 서남섭저 동명사 p.549~550)