관은 용도에 따라 각종 재료와 각종 형상으로 되어 있으며, 강관(鋼管)에도 배관용
탄소강관(사용압력 10kg/㎠ 이내), 수도용 아연도금강관(지하에 매설하지 않는 배관용 아연도금강관보다
도금층이 두껍다), 압력배관용 탄소강관(350℃ 이하에서 사용압력 10~100kg/㎠), 고압배관용
탄소강관(350℃이하에서 사용압력 100kg/㎠ 이상), 고온배관용 탄소강관(350℃이상), 저온배관용 탄소강관 등이
있으나 여기에서는 배관용 탄소강관에 대해서만 기술한다.
배관용 탄소강관은 사용압력이 10kg/㎠ 이내의 물, 증기, gas, 기름,
공기 등에 사용되는 관으로서 일명 gas 관이라고도 하며, 아연도금의 유무(有無)에 따라 백관(白管) 및
흑관(黑管)이라 한다.
관의 나사에는 taper 나사(tapered thread), 평행나사(straight thread)가 있으며, taper 나사는 1/16의 taper를 갖는다.
관의 크기는 주철관 및 연관(鉛管)은 안지름으로, 강관, 동관, 및 황동관은 바깥지름으로 표시하고,
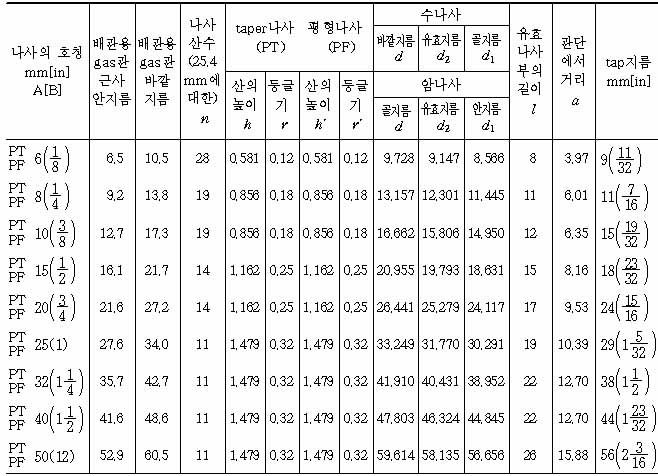
배관용 탄소강관은 다음 표와 같이 호칭경(號稱徑)으로 표시한다.
관의 벽이 얇기 때문에 나사산이 높으면 관의 강도가 약하게 되므로 관용 나사의 기본산형을
KS B0221(평행나사)와 KS B0222(taper 나사)로 정하고 있다. 관용 나사에서는 관의 직경에 따라
pitch가 정해져 있다.
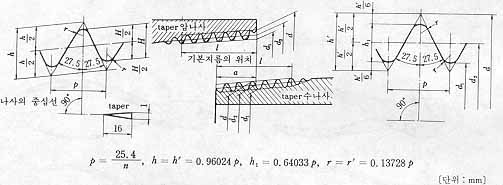 배관용 taper나사와 평행나사
배관용 taper나사와 평행나사
(기계요소설계를 참조)
(6-1) 수동에 의한 나사가공:
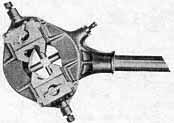
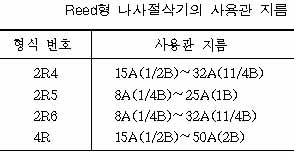
다음 그림은 Reed 형 ratchet 식 나사절사기로서, 2개의 chaser(segmental die)가 1조로 되어 절삭작용을 하고
4개의 guide가 있어 관을 chaser에 안내하며 사용관의 범위는 표와 같다.
 ☜
☜
|
|
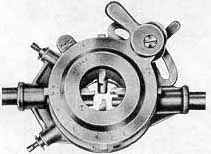
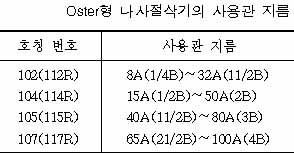
다음 그림은 Oster 형 ratchet 식 나사절삭기로서 4개의 chaser가 1조로 되어 절삭작용을 하고,
4개의 guide가 있으며, lever의 작동으로 나사절삭을 하면서 나사부의 지름을 약간 크게 할 수 있다.
사용관 지름의 범위는 표와 같다.
 ☜
☜
|
|
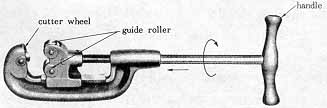
다음 그림은 pipe cutter로서 1개의 cutting wheel과 2개의 guide roller로서 되어 있으나, 2개의
cutting wheel과 1개의 guide roller로 된 것도 있으며, 사용관 지름에 맞는 cutter를 사용하여 절단한다.
handle을 돌려 cutter wheel이 pipe에 파고 들어가게 하면서 pipe cutter 자체를 pipe 주위로
돌린다.
 pipe cutter
pipe cutter
☜
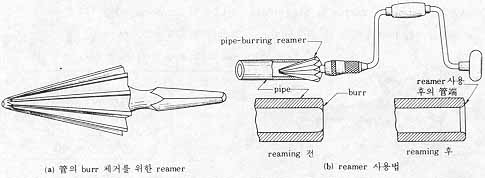
pipe cutter로 절단된 관은 burr에 의하여 안지름이 작아지므로 그림과 같이 reamer 공구를
사용하여 burr를 제거해야 한다.
 reamer 작업
reamer 작업
☜
(6-2) 나사절삭기에 의한 나사가공:
수기가공인 본편에서 기계가공을 취급하는 것은 적절하지 않으나 관의 나사가공이라는
공통점이 있기 때문에 여기에 관나사 절삭기에 의한 나사가공을 삽입한다.
다음 그림은 관나사 절삭기(切削機)로서 chuck에 고정된 가공물인 관이 회전하고
1조인 4개의 chaser가 관에 물리면 나사절삭이 되면서 die head가 끌려간다. 사용관 지름에 알맞는
나사 절삭기와 chaser를 택하여 나사가공을 한 후, 기계에 설치된 reamer로 절단시에 생긴
burr를 제거한다.
 관나사 절삭기
관나사 절삭기
☜
|
 관나사절삭기에서 pipe에 나사를 가공한다.
관나사절삭기에서 pipe에 나사를 가공한다.

|
(6-3) tap에 의한 나사가공:
다음 그림 (b)는 관 내에 나사를 내거나, 관과 나사체결을 할 때 구멍에 나사를 내는 tap이며, straight tap과
taper tap이 있다.
tap drill의 크기는 보통나사의 tap drill보다 크게 한다.
 straight tap과 taper tap
straight tap과 taper tap
☜
(6-4) 관이음:
관의 이음에는 나사이음, flange 이음, 통마개이음(spigot joint), 신축(伸縮)이음(expansion joint)
등이 있으나, 여기에서는 배관용 탄소강관의 나사이음에 주로 사용되는 부품을 용도와 형상에 따라
다음 그림과 같이 소개하며, 각 형상에 각종 크기의 강(鋼) 및 가단주철(可鍛鑄鐵)로 된 관이음 부품이
시판되고 있다.
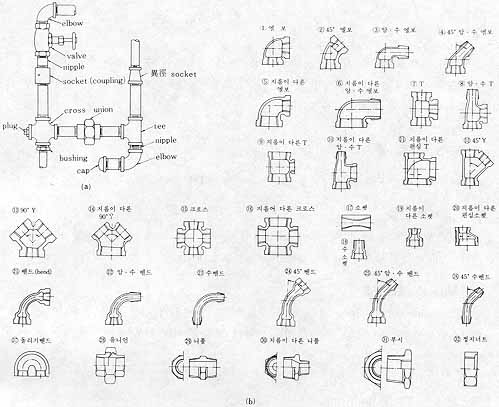 나사 관이음 부품
나사 관이음 부품
☜

 최근에는
☞ pipe coupling도 많이 이용하는 경향이 있다.
최근에는
☞ pipe coupling도 많이 이용하는 경향이 있다.
>
 pipe joint, pipe vise 및 pipe wrench의 사용 예를 본다.
pipe joint, pipe vise 및 pipe wrench의 사용 예를 본다.
|
 pipe wrench
pipe wrench
☜
|


