EDM is a machining method primarily used for hard metals or those that would be impossible to machine
with traditional techniques. One critical limitation, however, is that EDM only works with materials
that are electrically conductive. EDM or Electrical Discharge Machining, is especially well-suited for
cutting intricate contours or delicate cavities that would be difficult to produce with a grinder, an
end mill or other cutting tools. Metals that can be machined with EDM include hastalloy, hardened
tool-steel, titanium, carbide, inconel and kovar.
EDM is sometimes called "spark machining" because it removes metal by producing a rapid series of
repetitive electrical discharges. These electrical discharges are passed between an electrode and
the piece of metal being machined. The small amount of material that is removed from the workpiece is
flushed away with a continuously flowing fluid. The repetitive discharges create a set of successively
deeper craters in the work piece until the final shape is produced.
There are two primary EDM methods: ram EDM and wire EDM. The primary difference between the two involves
the electrode that is used to perform the machining. In a typical ram EDM application, a graphite
electrode is machined with traditional tools. The now specially-shaped electrode is connected to the
power source, attached to a ram, and slowly fed into the workpiece. The entire machining operation is
usually performed while submerged in a fluid bath. The fluid serves the following three purposes:
- flushes material away
- serves as a coolant to minimize the heat affected zone (thereby preventing
potential damage to the workpiece)
- acts as a conductor for the current to pass between the electrode and the workpiece.
In wire EDM a very thin wire serves as the electrode. Special brass wires are typically used; the wire
is slowly fed through the material and the electrical discharges actually cut the workpiece.
Wire EDM is usually performed in a bath of water.
If you were to observe the wire EDM process under a microscope, you would discover that the wire itself
does not actually touch the metal to be cut; the electrical discharges actually remove small amounts of
material and allow the wire to be moved through the workpiece. The path of the wire is typically
controlled by a computer, which allows extremely complex shapes to be produced.
Perhaps the best way to explain wire EDM is to use an analogy. Imagine stretching a thin metal wire
between your hands and sliding it though a block of cheese cutting any shape you want. You can alter
the positions of your hands on either side of the cheese to define complex and curved shapes. Wire EDM
works in a similar fashion, except electrical discharge machining can handle some of the hardest
materials used in industry. Also note, that in dragging a wire through cheese, the wire is actually
displacing the cheese as it cuts, but in EDM a thin kerf is created by removing tiny particles of metal.
Electrical discharge machining is frequently used to make dies and molds. It has recently become a
standard method of producing prototypes and some production parts, particularly in low volume applications. For more details regarding a typical application, you can read about a custom bronze branding-iron that was made with EDM.
|
 ṗæÀüḞḂḞøḟâ
ṗæÀüḞḂḞøḟâ
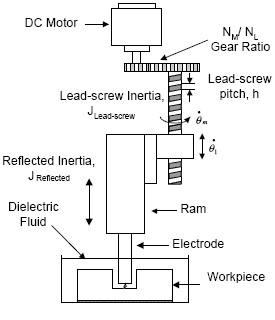 EDM system model
EDM system model