wire is a single, usually cylindrical, elongated strand of drawn metal. Wires are used to bear mechanical loads
and to carry electricity and telecommunications signals. Standard sizes are determined by various wire gauges.
The term wire is also used more loosely to refer to a bundle of such strands, as in 'multistranded wire', which
is more correctly termed a cable.
Wire has many uses. It forms the raw material of many important manufacturers, such as the wire-net industry,
wire-cloth making and wire-rope spinning, in which it occupies a place analogous to a textile fiber. Wire-cloth
of all degrees of strength and fineness of mesh is used for sifting and screening machinery, for draining paper pulp,
for window screens, and for many other purposes. Vast quantities of aluminum, copper, nickel and steel wire are
employed for telephone and data wires and cables, and as conductors in electric power transmission, and heating.
It is in no less demand for fencing, and much is consumed in the construction of suspension bridges, and cages, etc.
In the manufacture of stringed musical instruments and scientific instruments wire is again largely used. Among its
other sources of consumption it is sufficient to mention pin and hair-pin making, the needle and fish-hook
industries, nail, peg and rivet making, and carding machinery; indeed there are few industries into which it does
not enter.
production
Wire is often reduced to the desired diameter and properties by repeated drawing through progressively smaller dies,
or traditionally holes in draw plates. The wire may be heated to red heat in an inert atmosphere to soften it,
and then cooled, in a process called annealing. An inert atmosphere is used to prevent oxidation, although some
scaling always occurs and must be removed by 'pickling' before the wire is redrawn.
An important point in wire-drawing is that of lubrication to facilitate the operation and to lessen the wear on
the dies. Various lubricants, such as oil, are employed. Another method is to immerse the wire in a copper
sulfate solution, so that a film of copper is deposited which forms a kind of lubricant, easing the drawing
considerably. In some classes of wire the copper is left after the final drawing to serve as a preventive of rust
or to allow easy soldering.
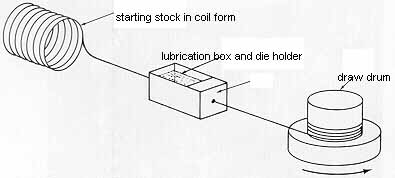
The wire-drawing machines include means for holding the dies accurately in position and for drawing the wire steadily
through the holes. The usual design consists of a cast-iron bench or table having a bracket standing up to hold
the die, and a vertical drum which rotates and by coiling the wire around its surface pulls it through the die,
the coil of wire being stored upon another drum or "swift" which lies behind the die and reels off the wire as
fast as required. The wire drum or "block" is provided with means for rapidly coupling or uncoupling it to
its vertical shaft, so that the motion of the wire may be stopped or started instantly. The block is also tapered,
so that the coil of wire may be easily slipped off upwards when finished. Before the wire can be attached to the
block, a sufficient length of it must be pulled through the die; this is effected by a pair of gripping pincers on
the end of a chain which is wound around a revolving drum, so drawing the pincers along, and with them the wire,
until enough is through the die to be coiled two or three times on the block, where the end is secured by a small
screw clamp or vice ready for the drawing operation. Wire has to be pointed or made smaller in diameter at the
end before it can be passed through the die; the pointing is done by hammering, filing, rolling or swaging in dies,
which effect a reduction in diameter. When the wire is on the block the latter is set in motion and the wire is
drawn steadily through the die; it is very important that the block shall rotate evenly and that it shall run true
and pull the wire in an even manner, otherwise the "snatching" which occurs will break the wire, or at least weaken
it in spots.
Continuous wire-drawing machines differ from the single-block machines in having a series of dies through which
the wire passes in a continuous manner. The difficulty of feeding between each die is solved by introducing a block
between each, so that as the wire issues it coils around the block and is so helped on to the next die. The speeds
of the blocks are increased successively, so that the elongation due to drawing is taken up and slip compensated for.
The operation of threading the wire first through all the dies and around the blocks is termed "stringing-up."
The arrangements for lubrication include a pump which floods the dies, and in many cases also the bottom portions
of the blocks run in lubricant. The speeds at which the wire travels vary greatly, according to the material and
the amount of reduction effected.
The tensile stress on the drawn wire, that is, the drawing stress, must be less than the wire's yield strength.
Otherwise the drawn section will yield and fail without pulling the undrawn wire though the die. Because of this
limitation on the drawing stress, there is a maximum reduction that can be achieved in a single drawing pass.
|