|
A hobbing machine is a special form of milling machine that cuts gears. It is the major industrial process for
cutting (as opposed to grinding) spur gears of involute form.
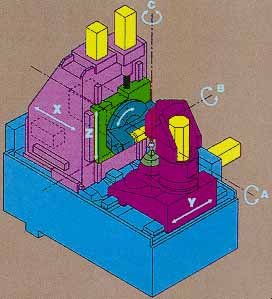
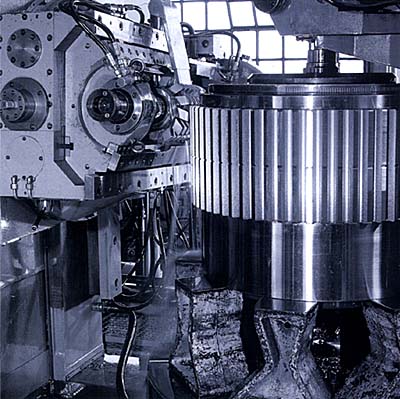
The machine forms the gear via a generating process by rotating the gear blank and the cutter (called a hob) at the
same time with a fixed gearing ratio between hob and blank. The hob has a profile given in cross-section by the
fundamental rack for the gear tooth profile and is in the form of a helix so that the sides of the teeth on the hob
generate the curve on the gear. The helix has a number of cuts parallel to the axis to form the cutting teeth and
the profile is suitably relieved to provide cutting clearance.
For a tooth profile which is a theoretical involute, the fundamental rack is straight-sided, with sides inclined at
the pressure angle of the tooth form, with flat top and bottom. The necessary addendum correction to allow the use
of small-numbered pinions can either be obtained by suitable modification of this rack to a cycloidal form at the
tips, or by hobbing at other than the theoretical pitch circle diameter. Since the gear ratio between hob and
blank is fixed, the resulting gear will have the correct pitch on the pitch circle, but the tooth thickness will
not be equal to the space width.
Hobbing is invariably used to produce throated worm wheels, but it is not possible to cut all useful tooth profiles in
this way; if any portion of the hob profile is perpendicular to the axis then it will have no cutting clearance
generated by the usual backing off process, and it will not cut well. The NHS Swiss tooth standards give rise to
such problems. Such small gears normally must be milled instead.
This technique can generate involute gears, ratchets and cycloid gears.
|