|
9 장 치차가공(齒車加工; gear cutting)(교과서 p.421)

축에서 축으로 회전운동을 전달하는 수단에는 belt와 pulley, chain과 sprocket wheel, 치차(齒車; gear) 등이 있다.
축간의 거리가 멀고 축이 서로 평행하면 평 belt(flat belt)에 의해 pulley의 상대적 크기로 피동축의 속도를 조정하여
운동을 전달할 수 있고, 축간의 거리가 가까우면 미끄럼을 피하기 위해 V-belt와 수 개의 단차(段車; stepped pulley)에
의해 속도를 조정하여 운동을 전달할 수 있으며, 축이 서로 평행하고 축간의 거리가 더욱 가까우면 roller에 의해
운동의 전달이 가능하나 미끄럼 때문에 소요의 속도비를 얻을 수 없는 것이 문제가 된다.
☞ 치차(齒車; gear)는 축간 거리가 가까울 때
축의 평행 여부와 관계 없이 소요의 속도비를 갖는 torque가 큰 동력전달이 가능하여 기계요소로 많이 사용된다.
지금까지는 각 공작기계에서의 가공법을 다루어 왔으나 치차를 가공할 수 있는 공작기계가 많기 때문에
본 장에서는 치차가공이라는 제목으로 공부하기로 한다.
[1] 치차절삭법의 종류
치차절삭법의 종류는 분류기준에 따라 다음과 같다.
- 치성형기구(齒成形 機構)에 의한 분류
- 총형공구에 의한 절삭법: 그림과 같이 gear의 이(齒; tooth)와 같은 형상의 공구를 사용하여 이를
1개씩 가공하여 가는 방법으로서,
☞ shaper,
☞ slotter,
☞ planer,
☞ milling machine
등에서
☞ 분할대와 총형공구를 사용하여 치차를
가공할 수 있다.
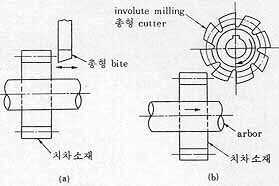 총형공구에 의한 치차절삭
총형공구에 의한 치차절삭
(shaper, slotter 및 planer에서는 총형 bite를 사용하고
milling machine에서는 총형 cutter를 사용한다.)
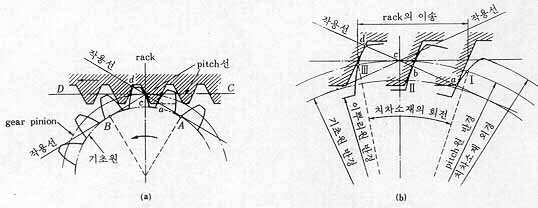
- 창성법(創成法): 정확한 involute 치형을 가공할 수 있는 방법으로서 그림과 같이 치차형상의 공구인
pinion cutter 또는 rack cutter가 가공물과 맞물고 돌아가면서 축방향으로 왕복운동하여
공구인 pinion cutter와 rack cutter의 운동에 방해가 되는 부분을 제거함으로써
치차를 가공하는 방법 및 hob 공구가 가공물과 맞물고 돌아가면서 hob 운동에
방해가 되는 부분을 제거함으로써 치차를 가공하는 방법이 있다.
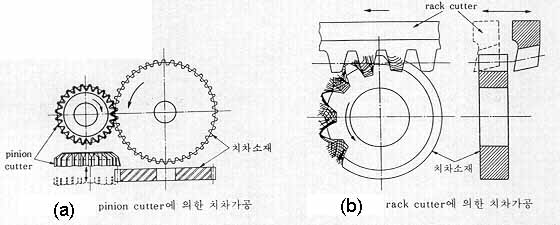 창성법에 의한 치차절삭
창성법에 의한 치차절삭
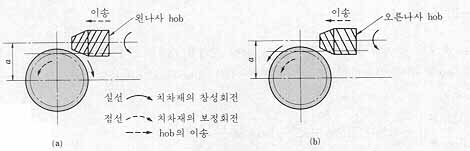
rack cutter는 아래 그림(b)에서와 같이 a, b, c, d 를 순차적으로 접촉하면서 rack의
운동에 방해가 되는 부분을 절삭하여 involute 치형을 형성한다.
 rack cutter에 의한 involute 치형의 가공원리
rack cutter에 의한 involute 치형의 가공원리
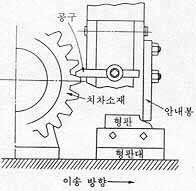
- 형판(型板)에 의한 방법: 그림 예에서와 같이 shaper table에 형판과 공작물을 고정하고 화살표 방향으로
이송을 주면 공구대가 형판의 치형곡선을 따라 움직이는 모방절삭에 의하여 공작물에 치형가공을 하게 된다.
형판을 따라 공구대를 sliding 시킬 때에는 공구대와 절삭깊이용 이송나사를 서로 분리시켜야 한다.
 shaper에서 치차의 모방절삭
shaper에서 치차의 모방절삭
- 치형가공기(齒形加工機)에 의한 분류
지금까지 치차절삭법의 종류에 대하여 언급 하였으며
본 9장에서는 hobbing machine에 의한 치차가공, shaper, slotter 및 planer에 의한 치차가공만을 상세히
취급하고 연삭에 의한 치차가공은 12장 연삭기 가공에서 차후에 취급하기로 한다.
[2] hobbing machine에 의한 치차가공
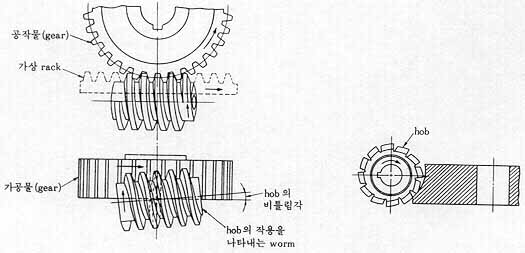
그림과 같이
☞ worm과 worm gear에서
worm에 해당하는 것이 절삭공구인 hob이고 worm gear에 해당하는 것이 가공물로서, 서로 물고
돌아가면서 치차를 창성(創成)하는 공작기계가 hobbing machine 이며, hob에 회전운동을 주면서
slider와 함께 소재의 축방향으로 이송을 시켜 1 pass하면 치의 전깊이로 치차(1개 또는 수개)가 가공된다.
hobbing machine으로 가공할 수 있는 gear는 spur gear, helical gear 및 worm gear 등이다.
본서에서는 구조가 다양한 모든 hobbing machine를 다룰 수 없고 기존의 hobbing machine 중 특정 구조를
갖는 것을 택하여 그 원리를 소개함으로써 기계마다 제공되는 사용서를 읽고 쉽게 접근할 수 있도록
돕고자 한다.
hob는 milling cutter와 같은 회전공구이며, worm에 절인을 만들기 위하여 hob 축 방향으로 홈을 파서
경사면에 경사각을 두고 절인의 후면을 연삭하여 여유각을 두면 milling cutter의 절인과 같이 된다.
rack cutter에 의한 치차절삭에서는 1개의 치(齒)를 형성하고 rack cutter를 원위치로 옮기는 불편이
있으나 hobbing machine에서는 hob가 같은 위치에서 가공물과 맞물고 회전하므로 편리하며
능률적인 작업을 할 수 있다.
-
 ☜
☜
hob와 가공물의 상대운동
|
 hobbing machine에서 spur gear를 가공한다.
hobbing machine에서 spur gear를 가공한다.

|
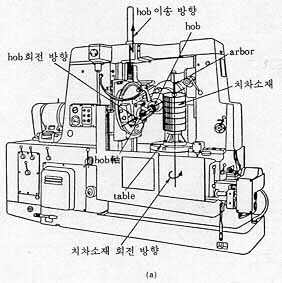
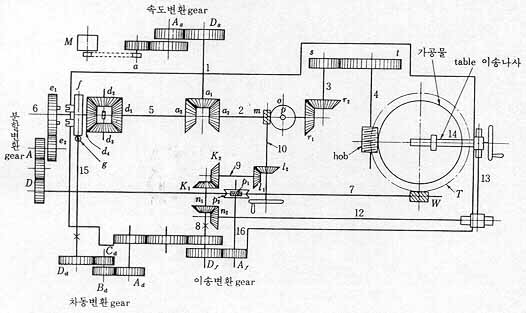
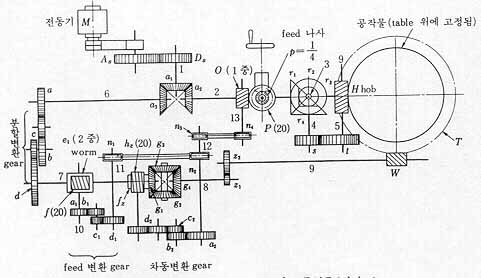
hobbing machine의 규격은 절삭할 수 있는 최대 pitch, 외경, 이폭 등으로 표시하며, hobbing machine에는 공작물을
고정하는 축이
☞ 수직인 것과 수평인 것이
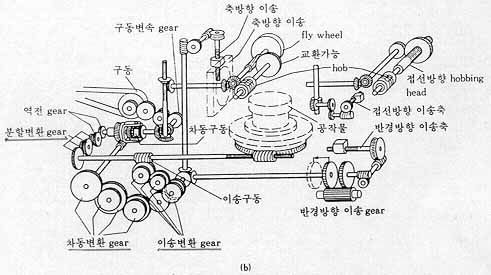
있으며, 다음 그림은 수직식 hobbing machine의 각부 명칭과 동력전달계통도의 예이다.
-
hobbing machine의 각부 명칭과 동력전달계통
hobbing machine에서 치차를 절삭하기 위해서는 다음 4가지의 운동이 조합된다.
- hob의 회전운동
- table의 회전운동
- hob와 table의 이송(feed)운동
- 차동장치의 운동
|
(1) hobbing machine 기구(동력전달순서에서 차동장치가 분활 gear의 앞에 위치한 경우):
hobbing machine의 계통(평면도)
 보충(7매, 각 계통 운동의 계산) 보충(7매, 각 계통 운동의 계산)
|
(2) hobbing machine 기구(동력전달순서에서 차동장치가 분활 gear의 뒤에 위치한 경우):
hobbing machine의 계통(평면도)
  보충(5매, 각 계통 운동의 계산) 보충(5매, 각 계통 운동의 계산)
|
(3) hob 축의 경사각:
평치차(spur gear)나 helical gear를 가공할 때 hob의 나선각(helix angle), 가공될 gear의 나선각 및 나선방향에
따라 hob 축의 경사방향과 각도가 다음 그림과 같이 달라진다.
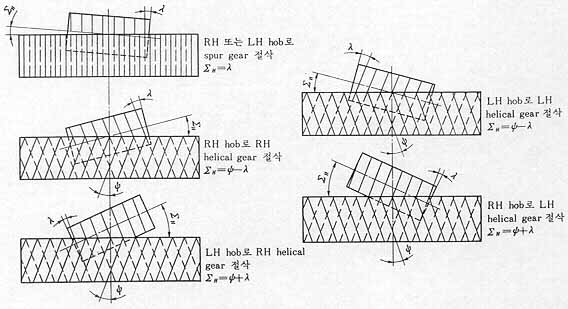 hob 축의 경사각
hob 축의 경사각
(4) hob:
hob 재료에는
☞ 고속도강이
많이 사용되고 고속절삭에는 초경 tip을 부착한 hob를 사용하기도 한다.
그림은 hob의 각부 명칭을 보여주며, gear 절삭용 hob의 표준 치형과 깊이는 다음과 같다.
C: hob의 최대 가공깊이, F: 깊이 여유, DP: diametral pitch, α: 압력각이라 하면

이다.
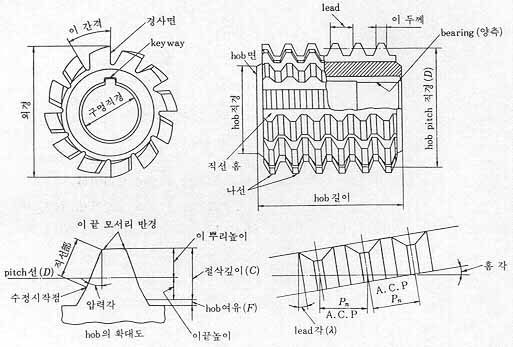 hob의 각부 명칭
hob의 각부 명칭
☜
(5) 평치차(spur gear)가공:
1줄 hob로 평치차를 가공할 때 치차소재의 1회전에 대한 hob의 회전수는 가공될 치차의 잇수와 같다.
예로서 잇수 40개인 치차를 가공한다면 소재(회전 table)의 1회전에 대하여 hob가 40회전하도록
hobbing machine에 부착되어 있는 변환치차표에 의하여 변환치차를 정한다.
hobbing machine에서 정해진 치차열의 비가 기계에 따라 달라질 수 있으므로 변환치차를 정하기 전에
그 비를 알 필요가 있다.
가공치차의 이 크기에 맞는 hob를 선택하여 hob의 이(tooth)가 가공치차의 축과 평행하도록 hob 축을
나선각(helix angle) 만큼 경사시키고, table에 의하여 가공치차의 반경방향으로 이깊이 만큼 이송을 준 후
hob를 가공치차의 축방향으로 이송하여 gear의 전폭에 걸쳐 가공한다.
 5개의 super gear를 가공하는 예
5개의 super gear를 가공하는 예
☜
예제
(1매, helical gear 가공에서 변환 gear 계산; 신판 기계공작법, 서남섭 저, 동명사, p.555)
(6) worm gear 가공:
(6-1) hob를 가공물의 반경방향으로 이송을 주는 방법에 의한 가공:
그림과 같이 hob 축을 가공물 폭의 중앙에 정확히 위치시키고 hob와 가공물의
회전비를 정한 후 반경방향으로 hob를 이송하여 창성법으로 가공한다.
원칙적으로 hob의 형상과 크기는 worm gear와 맞물릴 worm과 같다고 하나
worm의 addendum과 wom gear의 dedendum 사이의 간극, worm의 dedendum과 worm gear의
addendum 사이의 간극 때문에 hob의 외경은 worm의 외경보다 약간 크게 한다.
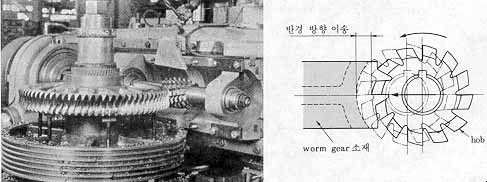 hob의 반경방향 이송에 의한 worm gear 가공
hob의 반경방향 이송에 의한 worm gear 가공
☜
(6-2) taper hob를 가공물의 접선방향으로 이송을 주는 방법에 의한 가공:
그림과 같이 taper hob를 가공물의 접선방향으로 이송함으로써 보다 정확한 worm gear를 가공할 수 있으며,
반경방향의 이송에 의하여 가공된 worm gear를 다듬는 데에도 사용된다. hob와 가공물의 거리를 가공되는
치(齒)의 전높이가 가공될 위치에 두고 가공을 시작한다. taper hob는 worm gear의 치형폭과 높이를 점진적으로
생성하도록 설계되어 절삭저항이 균등하게 분포되도록 해야 한다.
 taper hob의 접선방향 이송에 의한 worm gear 가공
taper hob의 접선방향 이송에 의한 worm gear 가공
☜
|