![]()
![]()
|
4�� �ݼ��� ����(������ p.53)
�� ���� �ֹ��� ��� ���ؼ��� �ݼ��� �����ⱸ�� �ƴ� ���� �ʿ��ϴ�. �ݼ��� ���ؽ�Ű�� ������ �����ϴ� ����� ���� �ߴ��Ͽ����� ���(����)�� ������ �� �Ŀ� ���� ������ �����ϴ� ���� ��ư�, ���� ����� �˷��� �ִ� �͵� �θ� ������ ���� �����̴�. �� �忡���� ������ ������ �ƴ� �⺻���� �̷а� �������� ���뿡 ���ؼ� ����ϱ�� �Ѵ�. [1] �ݼ��� ü������
�ݼ��� ü����� ���Ͽ� �ռ� ���������� �����Ͽ����� ������ �������� �ߺ� �Ǵ� ���漳���Ѵ�. [2] ���ݼ��� ���� ���ݼ��� ���� �� �������� �����ϸ�, aluminum�� 660��, ö�� 1537��, tungsten�� 3410�ɿ��� ���� ���� �� �����ȴ�. ���ݼ��� ������ �Ʒ� ��(a)������ ���� ���������κ��� ���θ� ���Ͽ� ���������� �̷������, ����� ħ���Ѵ�. ��(b)������ ������ �Ϸ�Ǿ��� ���� �߽ɼ�����(centerline shrinkage)�� �����ָ�, billet���� �����ϸ� �� ���� �ٴڿ� ���� ����� ���� �ִ�.
�����ӵ��� �������, ����(���; segregation) �� ����ũ�� ��� �����Ͽ� �߿��ϸ�, �̴� ������ ������ �ɷ¿� �� �ִ�. �Ʒ� ������ ���¹ٿ� ���� ������ �ǿ��� ������ ���ԵǸ� ���� �������� �����ϰ�, ����-������ ��鿡�� ������ ����(����)�Ǿ� ����. ���� ������ �����翡 ���� �ٸ���, ���� �κп��� �����ӵ��� ũ��.
[3] �ձ��� ���� ���ݼӿ����ʹ� �� ������ �������� ���ݼ��̳� �ձݿ����� �ձ� ���Ұ� ������ ���� �Ͽ� ���������� ��鿡�� ������ ������ �����ϴ� ������ ������, ������(�����; dendrite)�� �ߴ��Ͽ� ���̻��̿� ���� ���� �ִ�. �Ʒ������� ���� �ٿ� ���� �ձ� ������ �翡 ���� ���� ������ ���ݼ� �Ǵ� �ձ��� Ư¡�� �����Ѵ�.
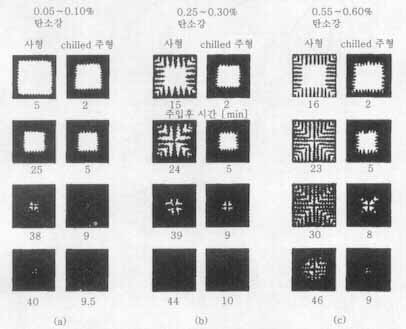
�Ʒ� ��(a)�� Fe-C ���µ�(������)�μ� AA'�� 0.05% ź�Ұ��� ǥ���ϰ�, ��(b)�� ���� �������� ���� �� �µ������� ���� �ش�. �������� ����� �κп����� �����Ǿ� �����̰�, ���� �߽ɺο����� ������ ������, �̵� �߰������� ����� ���� �����Ѵ�. �� ���� �������� �������� ���Ⱑ ��(c)������ ���� �ߴ��Ѵ�. ���� ź�ҷ��� ������ �������� ����-���� �о�����. ���� �����µ� ������ C�� 0.05%�� �� 40��F (22��)���� 0.60%�� �� 140��F(72��)�����̴�. ���������� ������ ���װ�����(ͳ��������; mushy zone)�� ����, �µ����谡 ũ�� ���� ���װ����밡 ���Եȴ�.
������ ����ϴ� �ð��������� �µ������ ���� �� Ŀ����. aluminum �ձ��� �߽ɺ��� 90% �̻��� �������� �Ǿ��� ����
�������������� �������� ���� ���� �ִ� ��찡 �ִ�. ���迡 ���ϸ� ������ ����(���)�� �������, �ֹ���� � ���� �ٸ���, �߽ɼ� ��������(������ �������; centerline feeding resistance)�� ������ ���̵�(�����)�� ��Ÿ���� �����μ� ������ ���� �����Ѵ�.
����(����)�� ���� �� �Ʒ� ���� ������ �ð������� ��찡 ���������� ��캸�� ������ �����ϴٴ� ���� �� �� �ִ�.
|
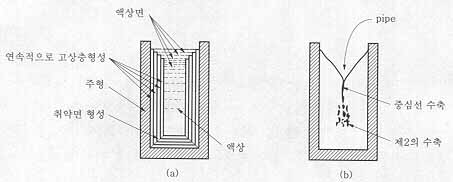 ���ݼ��� �������� ���� �� �������(η������; pipe cavity)
���ݼ��� �������� ���� �� �������(η������; pipe cavity)
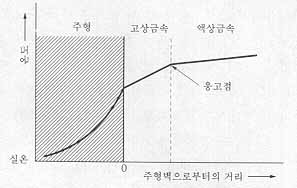 ���� �� ������ ���������� ������ �µ�����
���� �� ������ ���������� ������ �µ�����

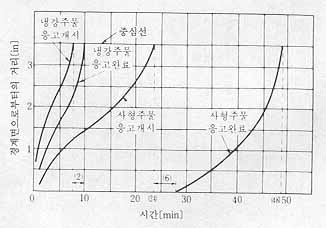 0.6% C �ְ��� �������� ������ �ݼ����������� �����ӵ� ��
0.6% C �ְ��� �������� ������ �ݼ����������� �����ӵ� ��