![]()
![]()
| 11 Цэ N C АЁ Ај |
|---|
|
3 Рх programming(БГАњМ p.719)
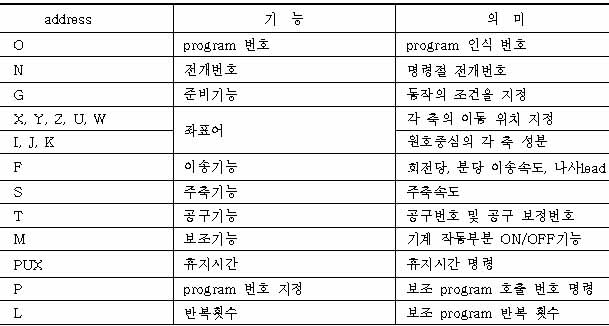
[1] СЄРЧ ЛчЖїРЬ РЬЧиЧЯБт НБЕЕЗЯ ЕЧОю РжДТ АЁАј ЕЕИщРЛ CNC РхФЁАЁ РЬЧиЧв Мі РжДТ ЧЅЧі ЧќНФРИЗЮ ЙйВйОю СжДТ РлОїРЛ ИЛЧбДй. Ся, CNC АјРлБтАшРЧ program ЧќНФПЁ ИТУпОю АјБИРЧ РЬЕПАцЗЮИІ ИэЗЩЧЯДТ tapeИІ ИИЕхДТ РлОїРЛ РЧЙЬЧбДй. [2] programРЧ БИМК
[3] СжУр БтДЩ(spindle-speed function, S) СжУрРЛ ШИРќНУХАДТ БтДЩРИЗЮ СжУр motorРЧ ШИРќМгЕЕИІ СІОюЧбДй.
[4] АјБИБтДЩ(tool function, T)
АјРлЙА АЁАјРЬ ПЯМКЕЧБтБюСіДТ ПЉЗЏ СОЗљРЧ АјБИАЁ ЧЪПфЧЯИч Бз АјБИИ№Оч Йз ХЉБтАЁ
ДйИЃЙЧЗЮ АЂ АјБИИІ БИКаЧЯАэ ЖЧ АЂ АјБИРЧ ХЉБтИІ БтСи АјБИПЭ КёБГЧЯПЉ Бз ТїРЬАЊРЛ
АјБИ КИСЄЙјШЃПЁ РдЗТЧЯПЉ АЁАјНУ РћПыЧбДй.
[5] РЬМлБтДЩ(feed function, F) АјРлЙААњ АјБИРЧ ЛѓДыМгЕЕИІ СіСЄЧЯДТ БтДЩРЬИч СЂМБЙцЧтРЧ МгЕЕАЁ СіЗЩЕШ МгЕЕЗЮ СІОюЕШДй.
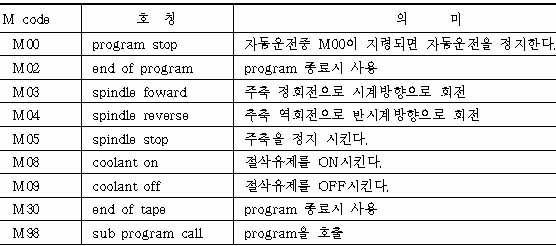
[6] КИСЖБтДЩ(miscellaneous function, M) СІОюРхФЁРЧ ИэЗЩПЁ ЕћЖѓ CNC АјРлБтАшАЁ АЁСіАэ РжДТ КИСЖБтДЩРЛ СІОю(ON/OFF)ЧЯДТ БтДЩРИЗЮ M ЕкРЧ ЕЮ РкИЎ М§РкИІ КйПЉ ЛчПыЧбДй(ЧЅ ТќСЖ). |