|
2 장 좌표계(교과서 p.716)
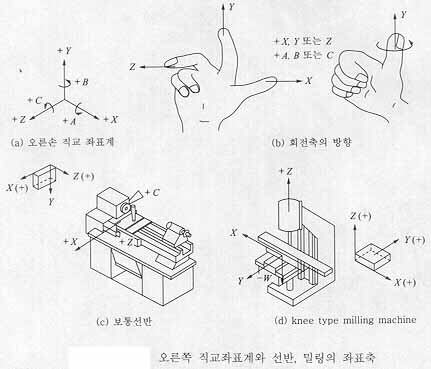
[1] 제어축
KS 규격으로 오른손 직교좌표계를 표준좌표계로 제정하여 사용하고 있으며 CNC 공작기계에서
제어할 수 있는 기본축은 이동축으로 X, Y, Z의 세축과 회전축 A, B, C의 세축이 있다. 선반은 공구대가
두 방향으로만 이동하므로 X, Z 두축으로 충분하며 두 축을 동시에 제어할 수 있고 밀링이나
machining center에서도 두 축을 동시에 제어할 수 있으나 부가축이 있을 때에는 세 축 제어도 가능하다.
-
[2] 좌표계
(1) 기계 좌표계(Machine coordinate system) :
기계의 기준점으로 기계원점이라고도 하며, 이 기준점은 공구대가 항상 일정한 위치로
복귀하는 고정점으로 공작물의 program 원점과 거리를 알려 줄 때에 기준이 되는 점이다.
(2) 공작물 좌표계(work coordinate system) :
program 작성시 절대 좌표계의 기준이 되는 점으로 program 원점 또는 공작물 원점이라고도 한다.
(3) 상대 좌표계(relative coordinate system) :
일감을 측정하거나 정확한 거리의 이동 또는 공구 보정을 할 때에 사용하며 현 위치가 좌표계의
중심이 되고 필요에 따라 그 위치를 기준점으로 지정할 수 있다.
[3] 좌표지령방법
(1) 절대지령(absolute) :
이동 종점의 위치를 절대좌표계의 위치로 지령하는 방식으로 CNC 지령하는 좌표어는 X, Z을 사용한다.
예)
G00 X10. Z10. ;
(2) 증분지령(incremental) :
이동 시작점부터 종점까지의 이동량으로 지령하는 방식으로 선삭에서 지령하는 좌표어는 U, W을 사용한다.
예)
G00 U10. W10. ;
그림의 점A에서 점B로 이동시의 절대지령과 증분지령은 다음과 같다.
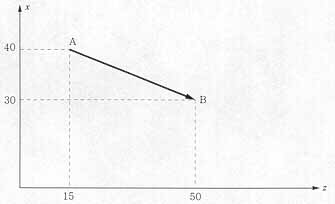
① 절대지령 (B점 절대좌표) G00 X 30. Z 50. ;
② 증분지령 (A에서 B까지의 거리 ) G00 U10. W35. ;
[4] 좌표계 설정
program 원점(공작물 원점)에서 기계원점까지의 거리를 CNC 공작기계에 알려주는 작업을
말하며 이 거리는 programmer가 공작기계 및 계측기로 측정하여 설정한다.
CNC 선삭의 경우
G50 X___ Z___ ; (G50 : 좌표계 설정 code)
CNC milling의 경우
G92 X___ Y___ Z___ ; (G92 : 좌표계 설정 code)
|