|
2 장 선반가공(旋盤加工)(교과서 p.292)
공작물의 회전과 그 회전축을 포함하는 평면 내에서 공구의 선운동에 의하여 공작물을 소정의 형태로 가공하는
공작기계를 ☞ 선반(旋盤; lathe)이라 하고,
선반에서의 가공을 선반가공 또는 선삭(旋削; turning)이라 한다.
선반에서 할 수 있는 기본가공은 다음 그림과 같다.
-
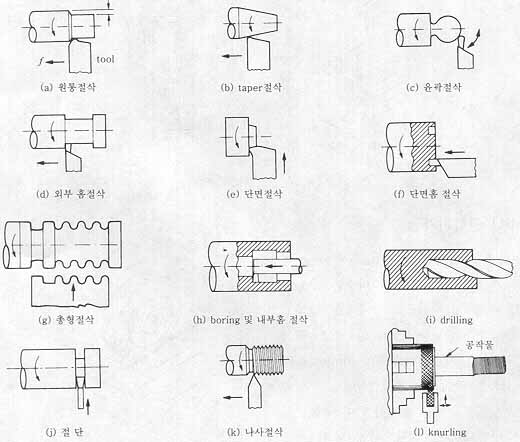 선반에서의 기본작업
선반에서의 기본작업
☜
선반의 크기는 가공할 수 있는 가공물의 최대치수와 관계가 있는 bed의 길이와 bed에서 center까지의 높이 또는
bed의 길이와 swing으로 나타낸다. 그림에서와 같이 swing은 bed에서 center까지 높이의 2배이며, bed 길이는
주축대가 놓인 부분의 길이를 포함한다.
-
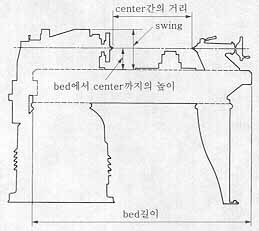 선반의 크기표시
선반의 크기표시
☜
[1] 선반의 종류
분류기준에 따라 선반에는 다음과 같은 종류가 있다.
- 가공물의 재료에 따라
- 금속용 선반(metal working lathe)
- 목공용선반(wood working lathe)
- 설치 방법에 따라
- 고정식 선반(stationary lathe)
- 이동식 선반(movable lathe)
- 동력 전달방식에 따라
- 피대차식 선반(belt driven lathe)
- 유압식 선반(hydraulic lathe)
- 치차식 선반(gear driven lathe)
- 무단차식 선반(stepless speed driven lathe)
- 변속전동기식 선반(variable speed lathe)
- 축방향에 따라
- 수평식 선반(horizontal lathe)
- 수직식 선반(vertical lathe)
- 이송기구에 따라
- 자동식 선반(automatic lathe)
- 비자동식 선반(non-automatic lathe)
- 축의 회전수에 따라
- 저속선반(low speed lathe)
- 고속선반(high speed lathe)
|
- 절삭량에 따라
- 경력선반(light duty lathe)
- 중력선반(medium duty lathe)
- 강력선반(heavy duty lathe)
- 축의 수에 따라
- 단축선반(single spindle lathe)
- 다축선반(multi-spindle lathe)
- bed의 형상에 따라
- 작업 목적에 따라
- 보통선반(engine lathe)
- 탁상식 선반(bench type lathe)
- 공구선반(tool room lathe)
- 정면선반(face lathe)
- turret 선반(turret lathe)
- 다인선반(multi-cut lathe)
- 차축선반(shaft lathe)
- relieving 선반(relieveling lathe)
- 모방선반(copying lathe)
- 나사절삭 선반(screw cutting lathe)
|
위에서와 같이 분류 기준에 따라 많은 종류가 있으나 기본원리는 거의 같으므로 본장에서는
주로 사용되는 선반에 대하여, 특히 보통선반(普通旋盤; engine lathe)에 대하여 설명하고자 한다.
[2] 보통선반(普通旋盤; engine lathe)
기력선반(氣力旋盤)이라고도 부르며 초기의 수족선반(手足旋盤)에서 증기기관(蒸氣機關; steam engine)의
발명에 의하여 engine을 사용한 lathe라 하여 engine lathe라는 명칭을 갖게 되어 오늘에 이르렀으며, 이
engine lathe가 다목적인 범용으로 사용되기 때문에 우리는 이 선반을 보통선반(普通旋盤)이라 부른다.
보통선반은 특수 목적에 사용하기에는 불편하나 기본적인 작업을 거의 다 할 수 있기 때문에 가장 많이
사용된다. 따라서 다른 종류의 선반은 기본기능 중 특정 목적의 가공에 편리하도록 설계된 것이므로
먼저 보통선반의 구조, 기능 및 사용법을 아는 것이 중요하다.
-
>
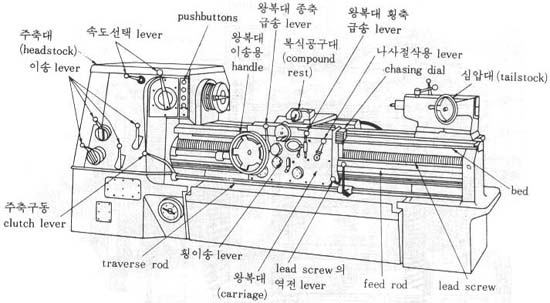 보통선반의 각부 명칭
보통선반의 각부 명칭
☜
|
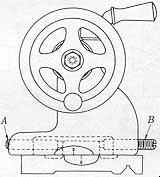
 수동에 의한 X-Y축의 이송
수동에 의한 X-Y축의 이송

|
(1) 선반의 구조와 부속장치:
선반의 중요 부분인 주축대(headstock), 왕복대(carriage) 및 심압대(tailstock)와
부속장치에 대하여 알아본다.
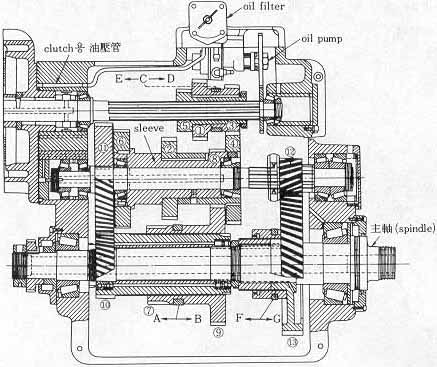
(1-1) 주축대(主軸臺; headstock):
주축대에는 전동기의 동력을 받아 회전하는 주축(主軸; spindle), 주축의 나사부에 가공물을 고정하는 chuck 또는
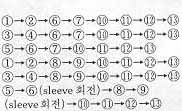
면판(面板; face plate)이 설치되어 있다. 가공물의 회전수가 되는 주축의 회전수는 아래 그림과 같이 변속 gear 장치에
의하여 조정한다. 변속장치로는 이 외에 단차(段車), back gear, 유압장치 및 무단변속장치 등이 있다.
(1-2) 왕복대(往復臺; carriage):
왕복대에는 그림과 같이 apron, saddle, 복식공구대(複式工具臺; compound rest) 및 공구대(工具臺; tool post) 등으로
되어 있으며, apron handwheel에 의하여 왕복대를 bed에 따라 이동시키고, cross-feed handle에 의하여 cross slide를
bed 안내면에 직각 방향으로 움직인다. 또 복식공구대 handle에 의하여 복식공구대를 운동시킨다. cross-feed handle과
복식공구대 handle에 각각 micrometer collar가 설치되어 있어 1/100 mm까지의 눈금을 읽을 수 있으며, 이 collar는
set screw를 늦추어 0의 위치를 임의로 맞출 수 있다. 자동이송마찰 clutch는 세로방향과 가로방향의 자동이송 할 때
사용되며, 이송방향은 주축대에 있는 역전장치에 의하여 정한다. half-nut lever는 나사절삭시에 자동이송을 주기 위하여
half nut를 닫아 lead screw에 물리게 하여 왕복대가 bed에 따라 이동토록 하는 데 사용된다.
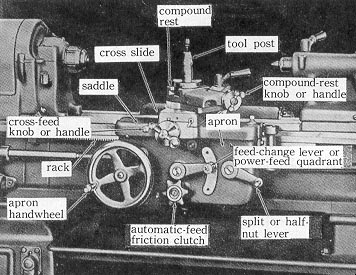 왕복대
왕복대
☜
|
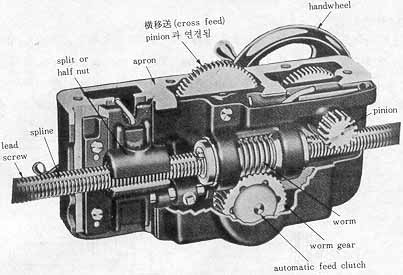
apron의 내부 구조
|
 복식공구대에 공구대를 장착한다.
복식공구대에 공구대를 장착한다.
|
 공구대에 공구를 장착한다.
공구대에 공구를 장착한다.
|
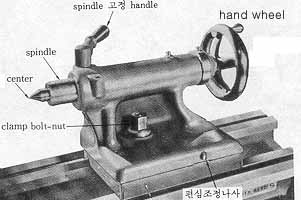
(1-3) 심압대(心押臺; tailstock):
그림과 같이 spindle에
☞ Morse taper
를 갖는 center를 끼워 가공물의 지지에 사용되며 center 대신에 drill을
꽂아 drilling도 할 수 있다.
수평면 내에서 주축의 center와 심압대의 center가 동일 선상에 있지 않을 때에는
조임나사(clamp bolt-nut)를 풀고 편심조정나사로 조정하고 조임나사를 다시 조인다.
공작물을 지지하기 위하여 조임나사를 풀고 심압대를 밀어 적당한 위치에서 조임나사를 조인 다음
spindle 고정 handle을 돌려 spindle의 조임을 푼 후 handwheel을 돌려 center가 가공물을 지지할 때까지
spindle을 밖으로 나오게 한 상태에서 spindle 고정 handle을 돌려 spindle을 고정한다.
(1-4) bed:
bed는 주축대, 왕복대 및 심압대를 지지하는 주철주물로된 지지대이며, 왕복대가 bed 안내면위를 활동(滑動; sliding)
한다. bed를 seasoning으로 충분한 시간이 경과한 후에 기계가공 하여야 잔류응력에 의한 변형을 방지할 수 있다.
최근에는 550 ~ 600℃에서 응력제거를 위한 열처리로 seasoning을 대신하고 있다.
 bed
bed
|
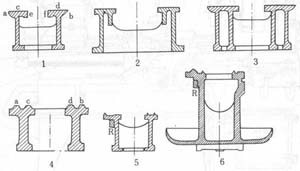 bed 안내면 형상
bed 안내면 형상
(1, 2, 3은 영식, 4, 5, 6은 미식)
|
(1-5) 선반의 부속장치:
작업의 종류에 따라 선반에는 center, 면판(面板; face plate), 돌리개(dog), 심봉(心棒; mandrel), chuck,
방진구(防振具; work rest) 등의 각종 부속장치가 사용된다.
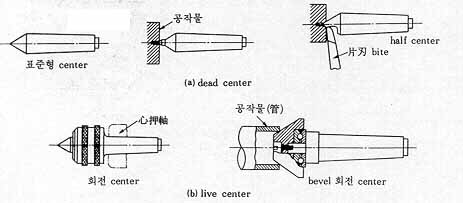
① center:
center는 심압대의 spindle에 끼워 넣어 주축의 chuck 또는 면판과 함께 가공물을 지지하는 부속품으로서,
그림과 같이 가공물과 함께 회전하지 않고 정지한 상태에서 회전하는 가공물과 면첩촉을 하면서 지지하는 dead center와
center에 bearing이 있어 가공물과 함께 회전하는 live center가 있다. center의 shank는
☞Morse taper로 되어 있고,
원추각은 보통 60°이며, 큰 가공물에 대하여는 75° 또는 95°이다.
dead center의 경우 가공물이 고속회전을 하거나 큰 경우에는 원추부에 초경합금(超硬合金)을 붙여 만든다.
 center
center
☜
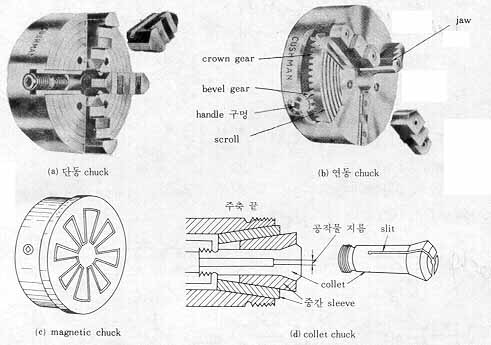
② chuck:
chuck이란 회전하는 vise의 일종으로서 주축의 나사부에 설치하여 가공물을 고정하는데 사용되는 것이며 다음과
같은 종류가 있다.
 chuck의 종류
chuck의 종류
☜
- 단동 chuck(單動 chuck; independent chuck): 위 그림 (a)와 같이 4개의 jaw로 되어 있으며, 각 jaw가 독립적으로
움직여 불규칙한 공작물의 고정에 적합하다.
 공작물을 물리고 chuck을 조인다.
공작물을 물리고 chuck을 조인다.
- 연동 chuck(連動 chuck; scroll chuck): 윗그림 (b)와 같이 3개의 jaw가 scroll에 의하여 동시에 움직이며,
원형단면봉 등을 고정하면 자동으로 중심이 조정되어 편리하다. jaw는 내경용과 외경용이 별도로 있는 것도 있고,
jaw의 방향을 바꾸어 사용하는 것이 있다. scroll이 마모되면 정밀도가 떨어지는 단점이 있다.
chuck의 내경용 jaw를 사용하여 ring 형상의 가공물을 chuck에 장착한다.
- 자석 chuck(磁石 chuck; magnetic chuck): 윗그림 (c)와 같이 chuck 내부에 있는 전자석에 직류를 통하면 chuck이
자화(磁化)되어 가공물을 흡착한다. 가공 후 가공물의 잔류자기를 제거하기 위하여 탈자기(脫磁機)를 사용한다.
- collet chuck: 윗그림 (d)와 같은 형상으로 지름이 작은 가공물의 고정에 사용된다.
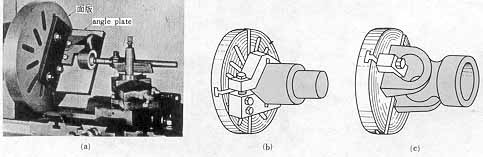
③ 면판(面板; face plate):
면판이란 공작물의 형상이 불규칙하여 chuck으로 지지할 수 없는 경우에 그림과 같이 주축의 나사부에 고정하여
공작물의 지지에 사용되는 부속이다.
 면판
면판
☜
 면판에 공작물을 장착한다.
면판에 공작물을 장착한다.
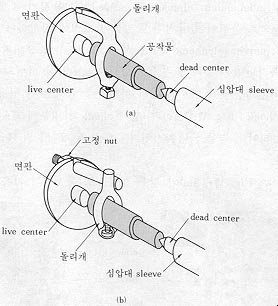
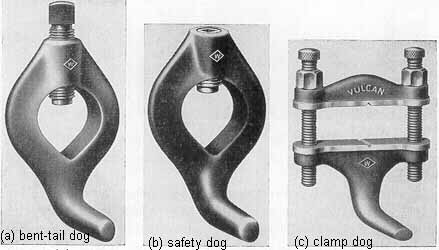
④ 돌리개(dog):
돌리개(dog)란 아래 그림과 같이 공작물을 양 center에 걸고 주축에 고정된 면판과 함께
공작물을 회전시키는 부속품이다.
 돌리개
돌리개
|
 돌리개
돌리개
|
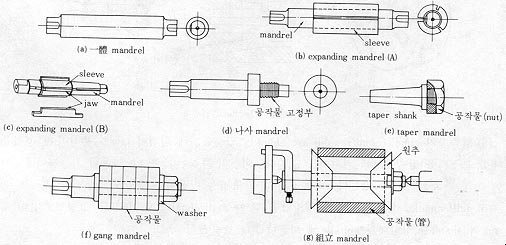
⑤ 심봉(心棒; mandrel):
심봉이란 공작물을 center로 지지할 위치에 구멍이 있을 때 그림과 같이 구멍에 끼워
공작물과 일체시켜 center를 사용할 수 있게 하는 부속이다.
 각종 심봉
각종 심봉
☜
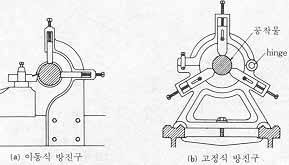
⑥ 방진구(防振具; work rest):
방진구란 지름이 작고 긴 공작물의 가공에서 공구의 작용력에 의하여 공작물이 휘어지기 때문에 안정된
가공을 할 수 없을 때 공작물의 굽힘과 이로 인한 진동을 방지해주는 도구로서 bed 상의 일정 위치에서
고정하는 고정식 방진구(steady rest)와 왕복대에 고정되어 왕복대와 함께 이동하는
이동식 방진구(follower rest)가 있다.
 방진구
방진구
|
 방진구 사용 예
방진구 사용 예
☜
|
|

 심압대
심압대