![]()
![]()
| 8 편 정 밀 입 자 가 공 |
|---|
|
2 장 honing(교과서 p.583) ☞ honing공구에 Al2O3 또는 SiC의 숫돌을 끼워 구멍내에서 회전과 동시에 왕복운동을 시켜 구멍내면을 정밀가공하는 것을 ☞ honing이라 하고, 이 가공을 하는 기계를 ☞ honing machine이라 한다. honing에 적합한 가공물 재료에는 주철, 강, 초경합금, 황동, 청동, Al, Cr, 은 등의 금속과 유리, ceramics, plastics 등의 비금속이 있으며, 경도에 제한이 없고, 다만 honing 속도에 차이가 있을 뿐이다. honing은 원통 내외면(內外面)의 어느것에도 가능하나 cylinder, 포신(砲身), bush, bearing race 등과 같이 주로 원통 내면가공에 사용된다. 작업중에 다량의 절삭유제를 공급함으로써 발생열을 제거하고, chip을 배출시켜 절삭작용을 돕는다. honing machine에는 수직형과 수평형이 있으며, 주로 수직형이 사용된다. 구멍의 지름이 작고 길이가 길 때에는 설치상 어려움 때문에 수평형이 사용된다. 다기통(多氣筒)을 동시에 honing하기 위한 multiple spindle honing machine도 있다. honing의 장점을 들면 다음과 같다.
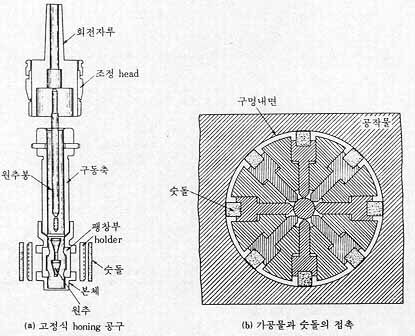
[1] hone(honing 공구) honing 숫돌을 고정하고 가공물에 압력을 가하면서 가공하는 부품이며, 그림은 내경용 hone으로서 회전자루부(shank), 원추봉(cone rod), 구동축(drive shaft), 팽창부(expander), 원추(cone) 및 몸체(body)로 되어 있다. shank는 taper에 의해 honing machine의 주축에 고정되고 구동축이 가공구멍의 축선과 일치하도록 universal joint가 있으며, 원추봉으로 원추를 아래로 밀어 숫돌을 가공구멍의 표면에 접촉시키고 회전시키면 원심력에 의하여 숫돌를 묶어 놓은 spring이 늘어나면서 숫돌이 가공면에 압력을 가한다.
[2] 가공액(加工液) 가공액은 honing 숫돌에 끼워진 chip을 제거하여 절삭능력을 향상시키고, 윤활작용으로 가공면의 표면조도를 좋게 하며, 발생되는 열을 제거한다. 일반적으로 황화유(黃化油), lard 유 등과 석유의 혼합액이 honing할 때 대부분의 금속에 좋은 결과를 보인다. honing에 수용성(水溶性) 절삭유제는 윤활성의 관점에서 바람직하지 않다. |
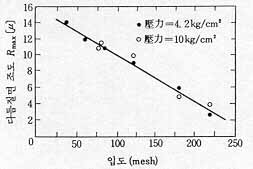 숫돌의 입도와 가공면의 조도
숫돌의 입도와 가공면의 조도
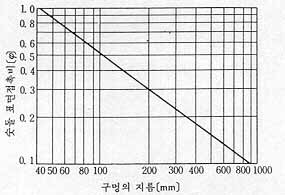 구멍 지름과 숫돌 표면적의 접촉비
구멍 지름과 숫돌 표면적의 접촉비