![]()
![]()
| 8 편 정 밀 입 자 가 공 | ||||
|---|---|---|---|---|
|
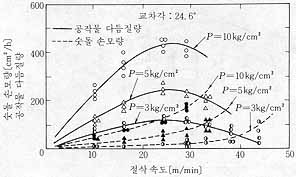
[3] 속도와 압력(교과서 p.586) hone의 회전수가 너무 크면 열이 많이 발생하고, 숫돌 표면에 chip이 고착(固着)되어 절삭능력이 저하한다. 그림은 열처리된 Mo강을 원주속도와 왕복속도를 비례적으로 증가시켜 흠자국이 24.6o가 되게 했을 때의 절삭속도에 대한 숫돌 손모량과 다듬질량의 관계이다.
honing 숫돌의 회전운동과 왕복운동에 의하여 그림과 같은 흠자국을 내면서 가공하고, 흠자국의 방향을 왕복운동속도와 원주속도의 비로써 나타낸다.
가 되며, α가 너무 크거나 작으면 지립(砥粒)이 같은 흠자국을 통과하여 절삭량이 줄어든다.
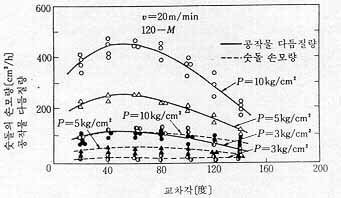
다음 그림에서 교차각이 40 ~ 50o일 때 다듬질량이 가장 많다는 것을 알 수 있다.
즉
honing 압력은 가공면의 정밀도와 작업능률에 영향을 준다. 압력이 커짐에 따라 다듬질량은 증대하나, 압력이 너무 크면 다듬질량의 증가는 압력의 증가에 따르지 못하고, 발생열과 숫돌의 손모만 커진다. 다음 그림은 압력과 다듬질량의 관계를 나타낸 것으로서, 다듬질량이 압력 10kg/cm2까지는 압력에 거의 비례하나, 그 이상에서는 다듬질량이 거의 일정하다.
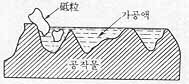
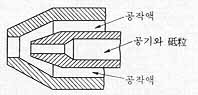
[4] 액체(液體) honing(liquid honing) ☜ 가공물 표면에 공작액(工作液)과 미세연삭입자(微細硏削粒子)의 혼합물을 분사하여 매끈한 다듬질면을 얻는 가공법을 액체 honing이라 한다. 입자의 hammering 효과로 인하여 가공면이 strain 경화되고, 피로강도(疲勞强度; fatigue strength)와 내마모성(耐磨耗性)이 증가된다. 그림에서와 같이 공작물의 오목한 부분은 공작액이 채워져 있으므로 볼록한 부분에 지립(砥粒)이 충돌하여 평탄한 가공면이 되게 한다. 지립으로는 carborundum, alundum, SiO2를 #600 ~ #500으로 하고, 물과 지립의 비는 1 : 1 로 한다. nozzle과 공작물 표면과의 거리는 6 ~ 8cm로 하고, 분사각은 45o 정도로 한다.
액체 honing의 장·단점은 다음과 같다. 장점
단점
|
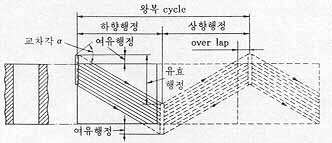 회전운동과 왕복운동에 의한 흠자국
회전운동과 왕복운동에 의한 흠자국
 회전운동과 왕복운동에 의한 흠자국
회전운동과 왕복운동에 의한 흠자국
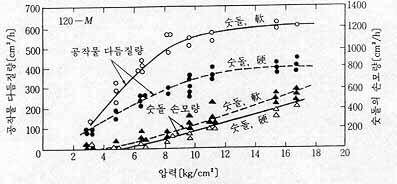 숫돌의 압력에 대한 다듬질량
숫돌의 압력에 대한 다듬질량
 액체 honing에서 지립의 작용
액체 honing에서 지립의 작용
 액체 honing용 nozzle
액체 honing용 nozzle