![]()
![]()
| 8 편 정 밀 입 자 가 공 | ||
|---|---|---|
|
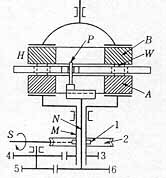
3 장 lapping(교과서 p.589) 주철, 구리 또는 목재와 같은 연질재료로된 회전원반(回轉圓盤)인 lap과 가공물 사이에 연마액인 lap 제(劑)를 공급하면서 lap과 가공물을 상대운동시켜 정밀가공하는 것을 ☞ lapping 이라 한다. 다음 그림은 수직형 lapping machine 기구의 예로서, 1(worm) → 2(worm gear) → M → A의 순으로 동력이 전달되어 하부 lap을 회전시키고, M → 3 → 4 → 5 → 6 → N → P → H의 순으로 동력의 전달이 이루어지면서 상부 lap H를 저속 회전시킨다. 이 때 pin P의 이동으로 편심거리를 조정할 수 있다.
lapping으로 다듬가공을 요하는 것에는 block gauge, limit gauge, plug gauge, ball, roller, 내연기관의 연료분사 pump, prism, lens 등이 있다. lapping 액의 유무에 따라 습식법(wet method)과 건식법(dry method)이 있으며, lapping 다듬질의 장·단점은 다음과 같다. 장점
단점
[1] lap 재료 lap은 재질이 연하고 입자가 치밀하여 표면에 공극(空隙)이나 결함이 없어야 하며 주철, 구리, 연(鉛), 활자합금, Al, Babbit metal, 주석 등이 사용된다. lap의 형상과 재료면에서 곤란할 때에는 비금속재료인 목재, 가죽, fiber 등을 사용하기도 한다. [2] lap 劑와 lapping 油劑
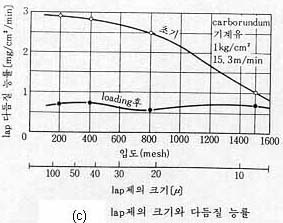
☞ lap 제(lapping powder)의
중요한 성질은 경도, 모서리의 예리함, 인성 등이다. 경도가 크고, 예리하고,
강도가 클수록, 또는 입자가 쉽게 부서져서 새로운 절삭인이 출현하는 것이 가공능률이 크며,
다듬질면의 조도를 좋게 하기 위해서는 모서리가 예리하지 않고 둔한 것이 좋다.
lap 제를 경도가 큰 것부터 나열하면 diamond,
B6C(boron carbide), SiC, Al2O3
등이다.
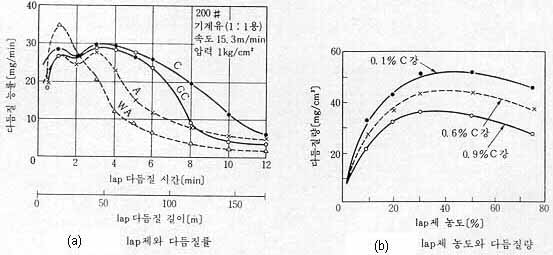
lapping 유제에는 광물유와 식물유가 있으며, 보통 습식 lapping은 좋은 조도보다는 많은 다듬질량을 얻는 것이 목적이므로 점도가 적은 경유를 사용하는 것이 좋으나 어느 정도의 조도를 고려하여 경유에 spindle 유, 기계유 등을 혼합한다. 다듬질량이 적기는 하나 조도를 좋게하기 위하여는 점도가 큰 spindle 유, grease 등이 사용된다.
|
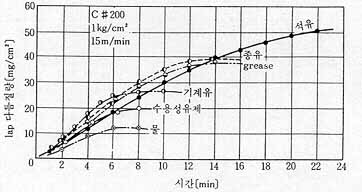 유제에 대한 다듬질량
유제에 대한 다듬질량