|
예상문제 중 강의진도의 범위에서 출제된다.
주관식
- 모형의 종류를 들고 도시하여 설명하라.
- 목재의 수축방지법에 대하여 써라.
- 목형용 목재의 구비조건을 써라.
- 목재의 건조법에 대하여 써라.
- 목재의 규격에 대하여 써라.
- 목형제작을 위한 현도에서 고려하여야 하는 다음 사항에 대하여 써라.
- 수축여유
- 가공여유
- 목형구배
- rounding
- core print
- 덧붙이(stop-off)
- 목형의 중량이 20kg, 비중이 0.5 이고, 주물재료인 주철의 비중이 7.5일 때 주물의 중량을 계산하라.
단 주철의 수축율은 0.8% 이다.
답: 292.8 kg
- 목공기계의 종류를 들고 규격 표시법을 써라.
- 주형의 종류를 들고 설명하라.
- 주형기계의 종류를 들고 설명하라.
- 주형사의 조성에 대하여 써라.
- 주형사의 이상적 필요조건을 써라.
- 주형사 시험법의 종류를 들고 설명하라.
- 주형사의 용도별 종류를 들고 설명하라.
- 탕구계에 대하여 써라(그림 1.60을 도시하고 설계시 고려사항)
- 압탕구(feeder)에 대하여 써라.
- 낙하식 주입구(落下式 注入口; top gate), 압상식 주입구(押上式 注入口; bottom gate) 및
단 주입구(段 注入口; step gate)의 특징을 써라.
- 그림과 같은 주형에서 비중 7.2인 주철주물을 얻을 때 압상력(押上力)을 구하라. 단 동압은 정압의 2배로 한다.
-
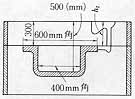
답: 1008kg
- 그림과 같은 주형에서 비중 7.4인 주철주물을 얻으려 할 때 압상력과 중추의 무게를 계산하라.
단 동압은 정압의 2배로하고, 상형의 무게는 5000 kg 이다.
-
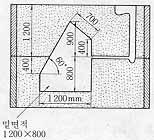
답: 압상력(동압) 7548 kg, 중추무게 2548 kg
- 중심선 송탕저항(中心線 送湯抵抗; centerline feeding resistance)에 대하여 써라.
- 용선로(cupola)의 다른 로에 대한 장단점과 작업 순서를 써라.
- 용선로(cupola)의 이론적 공기량에 대하여 써라.
- 용량 4 ton/hr 인 용선로에서 탄소함유량 60%인 cokes를 cokes 비 12%로 할 때 이론적 송풍량을 계산하라.
단 CO/CO2 = 30/70 으로 하고
탄소 1kg이 CO로 되는데 요하는 공기량: 4.45m3
탄소 1kg이 CO2로 되는데 요하는 공기량: 8.90m3
답: 36.312m3
- 용선로의 다음 용어에 대하여 써라.
- 유효높이
- 용해능력
- 풍공비(風孔比)
- cokes 비
- 유효높이비
- 전로(前爐)의 사용에 대하여 써라.
- Maurer선도에 대하여 써라.
- 다음 주철에 대하여 써라.
- 회주철
- Meehanite주철
- 구상흙연주철
- 가단주철
- 원심주조법에 대하여 써라(이론식을 도입하고 설명하라).
- 수평식 원심주조기에서 벽두께 t = 10 mm, 외경 Do = 400 mm인 주철관을 주조할 때
주형의 회전수 N(rpm)와 주형면의 가압력 Csp(kg/cmo)을
계산하라.
단 주철의 비중량 γ= 7.5 g/cm3, Gno = 50
답: N = 486 rpm, Csp = 0.377 kg/cm2)
- die casting에 대하여 써라.
- shell moulding에 대하여 써라.
- 특수주조법에 대하여 써라.
- 주물의 결함에 대하여 써라.
- 주물의 검사법에 대하여 써라.
객관식
- 목재 수축변형에 가장 큰 원인이 되는 것은?
- 섬유조직
- 수분
- 나이테
- 심재(心材)
- 목재의 수축이 큰 것부터 나열된 것은?
- 나이테방향, 연수방향, 섬유방향
- 나이테방향, 섬유방향, 연수방향
- 연수방향, 나이테방향, 섬유방향
- 섬유방향, 나이테방향, 연수방향
- 목재의 부피규격인 1사이는?
- 1자각 x 12자
- 1치각 x 12자
- 1자각 x 1자
- 12자 x 1치
- 모형에 목재가 많이 사용되는 이유가 되지 못하는 것은?
- 가공이 용이하다.
- 값이 싸다.
- 내구성이 크다.
- 수리와 개조가 용이하다.
- 목형을 제작할 때 사용하는 주물자(shrinkage scale)의 제작 기준은?
- 목형의 치수
- 주물의 치수
- 목형의 중량
- 주물의 수축률
- 주물에 가공여유를 둘 때 기준이 되는 것은?
- 금속의 용융온도
- 금속의 종류
- 다듬질 정도
- 금속의 수축률
- 지름 500mm인 원형톱기계에서절삭속도 1600m/min로 목재를 켤 때 회전수 N(rpm)은?
- 1217
- 350
- 2015
- 1019
- 목형의 치수 L, 주물의 치수
 일 때 수축률 일 때 수축률  는? 는?
- = (L - )/
- = (L - )/L
- = L/(L - )
- = ( - L)
- 목재의 비중 0.4, 주철의 비중 7.2, 주철의 수축률 0.8%, 목형의 중량이 5kg일 때 주철주물의 중량(kg)은?
- 50
- 89
- 152
- 1000
- 목형에 구배를 두는 목적은?
- 주형을 파손시키지 않고 목형을 빼낼 수 있게 한다.
- 주형의 통기도를 향상시킨다.
- 용탕의 유입을 용이하게 한다.
- 주물의 조직을 치밀하게 한다.
- 목형에 덧붙임(stop-off)을 붙이는 목적은?
- 목형의 변형을 방지한다.
- 주물의 수축변형을 방지한다.
- 용탕의 유입을 돕는다.
- gas의 방출을 용이하게 하여 기공을 방지한다.
- 설계도에 수축여유, 가공여유, core 및 기타 목형 제작에 필요한 사항을 고려한 도면은?
- 현도
- 공작도
- 조립도
- 부품도
- 중공(中空) 주물을 얻기 위하여 사용되는 목형은?
- 부분목형
- 회전목형
- 골조목형
- core 목형
- 냉강주물(冷剛鑄物; chilled casting)을 얻는 방법은?
- 급냉에 의하여 표면에 경도가 큰 cementite 조직을 형성한다.
- 주조 후 0oC 이하의 온도에 방치하여 표면경도를 크게한다.
- 냉각속도를 느리게 하여 연질(軟質)의 pearlite 조직을 얻는다.
- 주조 후에 열처리하여 인성을 증가시킨다.
- 입도의 단위인 mesh의 정의는?
- 1 in2에 있는 체눈수
- 체의 1 in 변의 분할수
- 1 cm2에 있는 체눈수
- 체의 1 cm 변의 분할수
- 주형사에 보조제를 첨가하는 목적 중 틀린 것은?
- 톱밥, 볏집은 다공성을 형성하여 gas 배출을 돕는다.
- 당밀, 곡분을 첨가하여 점결성을 증가시킨다.
- 흑연 분말을 주형표면에 살포하여 주형의 균열을 방지한다.
- 식물성기름, 규산소오다를 첨가하여 core 등의 소결성을 증가시킨다.
- 목마(木馬)와 함께 주형제작에 사용되는 목형은?
- 회전목형
- 부분목형
- 조립목형
- 골격목형
- 주형에 냉각쇠(冷却쇠; chill)를 사용하는 목적은?
- 냉각속도를 균등히 하기 위하여
- 편석을 방지하기 위하여
- 용탕에 유동성을 주기 위하여
- 기공을 방지하기 위하여
- 위에서 본 주형 공간의 투영면적 A, 탕구의 유효높이 H, 용탕의 비중량
 ,
상형의 무게를 G라 할 때 중추의 무게W는? ,
상형의 무게를 G라 할 때 중추의 무게W는?
- W =AH - G
- W = A - HG
- W = AG - H
- W = G - AH
- 목형에 rounding을 두는 주목적은?
- 주형을 파손하지 않고 목형을 빼낼 수 있다.
- 주물의 결정립(結晶粒) 성장을 방지한다.
- 목형을 취급할 때 부상을 막는다.
- 목형을 미려하게 한다.
- 용탕(熔湯)의 수축량을 보충하기 위한 것은?
- rounding
- feeder
- riser
- core print
- 압탕구(押湯口, 送湯口; feeder)의 체적 및 표면적을 Vf, Sf라
하고, 주물의 체적 및 표면적을 Vc, Sc라 할 때 다음의
관계에서 옳은 것은?
- Vf / Sf > Vc / Sc
- Vf / Sf < Vc / Sc
- Vf / Sf = Vc / Sc
- VfSf > VcSc
- 기공의 주원인이 되는 것은?
- gas 배출의 불량
- 너무 낮은 주입온도
- 주형의 다짐 불충분
- 너무 느린 주입속도
- 기공의 (氣孔; blow hole)의 방지책이 아닌 것은?
- 주형의 통기도를 크게할 것.
- 압탕구를 설치할 것.
- 건조형을 사용할 것.
- 용탕의 온도를 높게하여 유동성을 좋게할 것.
- 주형에 용탕을 주입할 때 수칙이 되지 못하는 것은?
- 주입온도가 너무 높거나 낮으면 안된다.
- 연속적으로 주입하여야 한다.
- 주입속도는 클수록 좋다.
- ladle의 위치를 너무 높게하면 안된다.
- 주철이 주강보다 우수한 성질은?
- 주조성
- 강도
- 연율
- 인성
- 주철의 흑연화(黑鉛化)를 촉진시키는 것은?
- Mn
- P
- Si
- S
- 주철의 백선화(白銑化)를 촉진시키는 것은?
- Mn
- P
- Si
- S
- 주철의 용융온도를 낮게 하고 유동성을 증가시켜 주는 것은?
- Mn
- P
- Si
- S
- 주철주물에 S가 많을 때 나타나는 현상은?
- 고온취성과 유동성 불량
- 고온취성
- 저온취성과 유동성 양호
- 저온취성과 유동성 불량
- 선철(銑鐵; pig iron)을 얻는 노(爐)는?
- 평로
- 전기로
- 용선로
- 용광로
- 용선로(cupola)의 용량 표시는?
- 지금(地金) 1ton 당 송풍량(m3)
- 1회에 용해할 수 있는 지금의 중량(ton)
- 1시간에 용해할 수 있는 지금의 중량(ton)
- 1일에 용해할 수 있는 지금의 중량(ton)
- 양호한 주철주물을 얻기 위한 성분의 관계를 나타내는 Maurer 선도는 어느 성분 관계를 보여 주는가?
- P와 C
- Mn과 P
- C와 Si
- Si와 Mn
- 회주철(灰鑄鐵; grey cast iron)의 종류를 나타내는 GC20 에서 20 의 의미는?
- 전단강도(kg/mm2)
- 굽힘강도(kg/mm2)
- 변형률(%)
- 인장강도(kg/mm2)
- 가단주철(可鍛鑄鐵)의 제조법은?
- 백선철을 열처리한다.
- 회선철을 열처리한다.
- 주철을 단련한다.
- 용선로(熔銑爐; cupola)에서 성분을 조정한다.
- 구상흑연주철(球狀黑鉛鑄鐵)을 제조할 때 가장 많이 사용되는 것은?
- Mg
- P
- Ce
- C
- Meehanite 주철의 제조법은?
- 선철에 강 scrap을 많이 첨가하여 저탄소주철이 되게한다.
- 선철을 용해할 때 탄소량을 증가시킨다.
- 백선철을 열처리하여 편상흑연(片狀黑鉛)을 구상화 한다.
- Ce 처리법, Mg 처리법, Ca 처리법에 의한다.
- 70/30 황동의 특성은?
- 연율이 크고 인장강도가 낮다.
- 연율과 인장강도가 크다.
- 인장강도와 경도가 크다.
- 연율과 경도가 크다.
- 주철의 주입온도는?
- 1000oC
- 1500 ~ 1650oC
- 1600 ~ 1720oC
- 1300 ~ 1350oC
- 원심주조법에서 G number의 정의는?
- 원심력(mrω2)
- 중력가속도(g)/원심력에 의한 가속도(rω2)
- 원심력에 의한 가속도(rω2)/중력가속도(g)
- 중력가속도(g) × 원심력에 의한 가속도(rω2)
- 주형재로서 합성수지를 사용하는 것은?
- die casting
- shell moulding
- 진공주조법
- 저압주조법
- 주물의 결함이 아닌 것은?
- 기공
- 적열취성
- 편석
- 균열
- 제게르 콘(Seger cone)과 관계가 있는 것은?
- 주형사의 내화도시험
- 주형사의 성형성시험
- 주형사의 통기도시험
- 주형사의 강도시험
- 용탕의 탈(脫) gas법 중 가장효과적인 방법은?
- 원심력에 의한 방법
- 용탕에 불활성 gas를 넣는 방법
- 진공처리법(진공주조법)
- 탈 gas제를 사용하는 방법
 해답(객관식) 해답(객관식)
해답(교재)(주관식)
|