|
Àü±âÀû Ư¼ö°¡°ø(electrical machining)
|
-
(1) ÀüÇØ¿¬¸¶(electrolytic polishing, Electopolishing):
Electrolytic polishing(Electopolishing) is an anodic dissolution of material from the specimen surface in
an electrolytic cell. After a short pre-treatment, the specimen is immersed in an electrolytic solution
(electrolyte), a direct, electrical current is applied so that the specimen becomes the anode and a
nearby metal conductor becomes the cathode, and material is removed from the surface in the
electrolytic reaction. This electrochemical treatment of metals helps to obtain a smooth and corrosion-resistant
finish of them.
Electrolytic Polishing or electropolishing, is widely used in the metallography of stainless steels, copper alloys,
aluminum alloys, magnesium, zirconium and other metals that are difficult to polish by conventional mechanical methods.
Electropolishing can completely remove all traces of worked metal remaining from mechanical grinding and polishing
operations used in specimen preparation. When electro polishing is used in metallography, it is preceded by mechanical
grinding (and sometimes polishing), and followed by etching.
|

|
|
-
(2) ÀüÇØ°¡°ø(electrochemical machining, ECM):
ECM is a method of removing metal by an electrochemical process. It is used for working extremely hard materials or
materials that are difficult to machine using conventional methods. Its use is limited to electrically conductive
materials; however, this includes all metals. ECM can cut small or odd-shaped angles, intricate contours or cavities
in extremely hard steel and exotic metals such as titanium, hastelloy, kovar, inconel and carbide.
ECM is similar in concept to Electrical discharge machining in that a high current is passed between an electrode and
the part, through an electrolyte material removal process having a negatively charged electrode (cathode), a conductive
fluid (electolyte), and a conductive workpeice (anode); however, in ECM there is no tool wear. The ECM cutting tool is
guided along the desired path very close to the work but it does not touch the piece. Unlike EDM however, no sparks are
created. The workpiece is eroded away in the reverse process to electroplating. Very high metal removal rates are possible
with ECM, along with no thermal or mechanical stresses being transferred to the part, and mirror surface finishes are
possible.
As far back as 1929, an experimental ECM process was developed by W.Gussef, although it took until 1959 for a commercial
process to be established by the Anocut Engineering Company. Much research was done in the 1960s and 1970s, particularly
in the gas turbine industry. The rise of EDM in the same period largely stopped research into ECM in the west, although
work continued behind the Iron Curtain. The original problems of poor dimensional accuracy, and environmentally polluting
waste have largely been overcome, although the process remains a niche technique. The cutting heads on all Philips '
Philishave' shavers are made using ECM.
The ECM process is most widely used to produce complicated shapes with good surface finish in difficult to machine
materials, such as turbine blades. It is also widely and effectively used as a deburring process.
In the deburring process, the ECM uses techniques as described above to remove pieces of metal that are left over from
the machining process, and to dull out sharp edges. This process is very fast and much more convenient than the
conventional method of deburring by hand. It will tend to leave better surface finishing, and no metal deformation
will occur because the tool piece doesn¡¯t actually touch the metal.
|
-
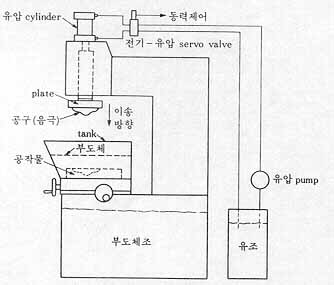
(3) ¹æÀü°¡°ø(electrodischarge machining, EDM):
Electrical Discharge Machining (or EDM) is a machining method primarily used for hard metals or those that would be
impossible to machine with traditional techniques. One critical limitation, however, is that EDM only works with
materials that are electrically conductive, and generaly those materials are ferrous alloys. EDM can cut small or
odd-shaped angles, intricate contours or cavities in pre-hardened steel without the need for heat treatment to soften
and re-harden them as well as exotic metals such as titanium, hastelloy, kovar, and inconel.
Sometimes referred to as spark machining or spark eroding, EDM is a non-traditional method of removing material by a
series of rapidly recurring electric arcing discharges between an electrode (the cutting tool) and the workpiece, in
the presence of an energetic electric field. The EDM cutting tool is guided along the desired path very close to
the work but it does not touch the piece. Consecutive sparks produce a series of micro-craters on the work piece and
remove material along the cutting path by melting and vaporization. The particles are washed away by the continuously
flushing dielectric fluid. It is also important to note that a similar micro-crater is formed on the surface of the
electrode, the debris from which must also be flushed away. These micro-craters result in the gradual erosion of
the electrode, many times necessitating several different electrodes of varying tolerances to be used, or, in the
case of wire EDM machining, constant replacement of the wire by feeding from a spool.
There are two main types of EDM machines: Sinker EDM (also called Conventional EDM and Ram EDM) and Wire EDM.
Advantages
- complex shapes that would otherwise be difficult to produce with conventional cutting tools
- extremely hard material to very close tolerances
- very small work pieces where conventional cutting tools may damage the part from excess cutting tool pressure.
Disadvantages
- Some of the disadvantages of EDM include:
- the inability to machine non-conductive materials.
- the slow rate of material removal.
- the additional time and cost used for creating electrodes for ram / Sinker EDM.
- reproducing sharp corners on the workpiece is difficult due to electrode wear.
|