![]()
![]()
| 9 편 특 수 가 공 |
|---|
|
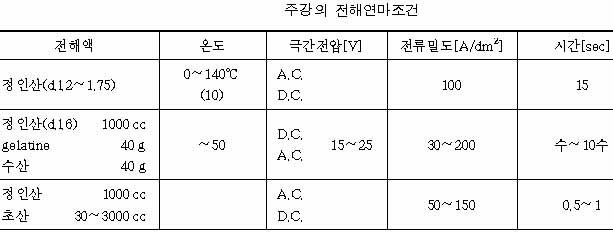
4 장 전기적 특수가공(電氣的 特殊加工) ☜ (교과서 p.624) [1] 전해연마(電解硏磨; electrolytic polishing)
전해연마는 전기도금과는 반대로
☞ 공작물을 양극(陽極)으로
하여 적당한 용액에 넣어 전기를 통하면 양극인 공작물의 거칠게 튀어나온 부분이 용출작용(溶出作用)으로 제거됨으로써
평활한 면으로 다듬는 가공법이다.
[2] 전해가공(電解加工; electrochemical machining, ECM)
금속재료의 전기화학적 용해에는 그 진행을 방해하는 양극생성물(陽極生成物)인 금속산화물막이 생기는데, 이를
분류(噴流)에 의해 제거하면서 가공하는것이 전해가공이며 내열강, 초경합금, 고장력강 등 기계가공이 어려운
☞ 가공물을 양극으로
하고, 음전극과 함께 alkali 성의 전해액에 넣어 가공부를 전해시켜 구멍을 뚫거나 홈파기 등을 한다.
음극은 경면(鏡面; mirror surface)으로 가공되어야 하며, 공구인 음극과 공작물인 양극간에 충분한 전류밀도를 유지하게 하고, 전해액의 공급방법은 다음 그림과 같다. 전해가공의 일종으로서 공작물이나 공구를 회전시켜 표면을 다듬질하는 방법을 전해연삭(電解硏削; electrochemical grinding, ECG 또는 electolytic grinding)이라 한다. 이 방법은 전해작용에서 생긴 산화막을 기계적으로 제거하는데 주목적이 있으며, 다듬질량의 대부분은 전해작용에 의한다.
|
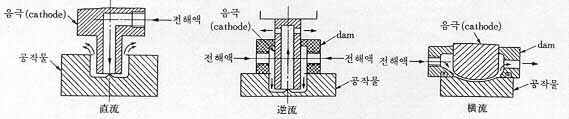 전해액의 공급방식
전해액의 공급방식