|
관재인발(管材引拔; tube Ddawing)
|
|
압출, 천공 및 압연 등의 열간가공에서 만들어진 cylinder 또는 tube의 반제품을 인발에 의하여
냉간가공함으로써 치수를 조정하고 기계적 성질과 표면정밀도를 향상시키는 경우가 있다.
관인발법(tube drawing process)은 기본적으로는 선인발법(wire drawing process)과 같으나
관은 인발 drum에 감을 수 없기 때문에 drawnench에 의하여 인발하며, 관의 내경, 외경 및
벽의 두께를 조정하기 위하여 다음과 같은 심봉(心棒; mandrel), rod 및 punch를 사용한다.
Seamless tubes are produced from blanks made by piercing or boring billets or by extrusion. The blanks are reduced
in section and elongated either by passing through rolls with semicircular grooves or passes cut into them or by
drawing them through dies. Drawing is most frequently used because it produces a good surface finish and close
dimensional control, coupled with improved mechanical properties due to cold working.
Tube drawing is a reduction process in which one end of a tube is grasped and pulled through a die
that is smaller than the tube diameter. To obtain the desired size, a series of successive reductions,
or passes, may be necessary. Because of its versatility, tube drawing is suited for both small and
large production runs.
Process Characteristics
|
|
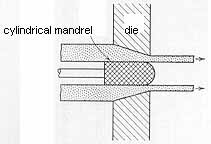
cylindrical mandrel을 일정 위치에 놓고 관을 일발한다.
Fixed, or stationary, plug drawing is the oldest method for plug drawing stainless steels. One
application is for producing smooth ID surfaces in short, straight lengths. While the operation is
slow and area reductions are limited, no other drawing process has the capability of producing comparable
ID surfaces.
|
|
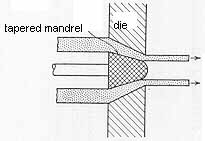
tapered mandrel을 일정 위치에 놓고 관을 인발한다
.
|
|
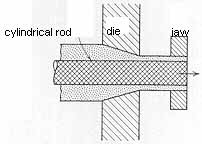
cylindrical rod와 관을 함께 잡아 당기면서 인발한다.
The rod drawing process draws the tube over a hardened steel rod, or mandrel, that passes through
the die with the tube.
The typical die angle for rod drawing is 36 degrees; the bearing length is short. This process reduces
the OD, ID, and wall thickness. A secondary operation called reeling expands the diameter slightly so
the rod can be extracted. For this reason, rod drawing rarely is used as a final operation.
The differences among tube drawing methods include the presence or absence of a rod or plug, whether
and how the plug is fixed in position, and the die angle.
Rod drawing creates less friction and lower drawing forces than any of the plug drawing operations, so
it can enable higher area reductions than the other methods. This advantage is offset in that it is a
two-step operation (drawing and reeling), as opposed to the three variations of plug drawing, which are
one-step operations.
Tube producers use rod drawing primarily for sizes not suitable for plug drawing, such as heavy-wall or
small-ID tubing. Rod drawing requires less setup time, so it is suitable for small runs. Rod drawing
is limited in the lengths it can draw, which generally are less than 100 feet.
Superhigh-pressure tubing and heavy-wall hydraulic tubing usually are produced by rod drawing followed
by a sinking operation to produce the finished dimensions.
|
|
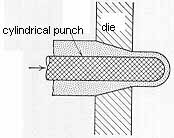
cylindrical punch로 deep drawing된 shell을 밀어 냄으로써 인발한다.
밀어내기 때문에 압출로도 볼 수 있으나 die를 통하여 나오는 관이 인장응력을
받는다는 관점에서 인발이라 할 수 있다.
|
|
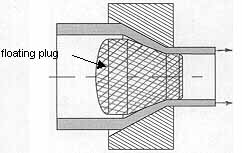
지지부가 없는 floating plug를 사용하여 관의 내경과 외경을 동시에 조정한다.
Floating plug drawing became useful in the stainless tube industry in the 1960s and 1970s for long coils
for down-hole oil exploration. It is an effective way to produce good-surface-quality tubing in
continuous lengths longer than 1,000 ft.
Tooling is more critical for this operation than for any of the others. The bearing must be long enough
to permit the plug to seat in the tube ID, but not so long that friction becomes a problem. In addition
to tool design, lubrication and tube cleanness are critical to successful floating plug drawing.
Two chief advantages of floating plug drawing are that it achieves a higher material yield than any of
the other processes and its long-length capability.
It is the only drawing process for applications that require long lengths with a smooth ID surface,
such as down-hole oil exploration. Thermocouple sheathing that requires a smooth and ultraclean
ID surface is best produced by floating or tethered plug drawing methods.
|