|
7장 주입 및 주입 후 처리(교과서 p.77)
[1] 주입(鑄入)
주형에 용탕을 주입하기 전에 압상력(押上力)을 고려하여 주형상자 위에 중추를 올려 놓거나 상하형
주형상자를 bolt로 고정해 안전하게 하여야 한다.
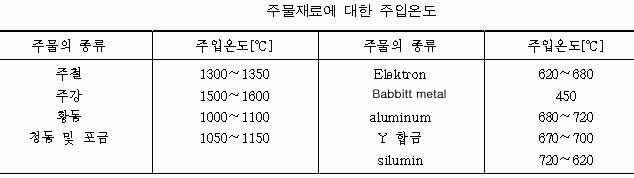
주입온도가 너무 높으면 조직이 조대화(粗大化)되고, 온도가 너무 낮으면 성분이 불균일하게 되므로 적당한
온도에서 가능하면 빠른 속도로 주입하는 것이 바람직하다. 아래 표는 주물재료에 대한 주입온도이다.
-
-
 용탕을 주형에 주입한다.
용탕을 주형에 주입한다.
☜
[2] 주입 후 처리
(1) 탕구(湯口):
주철주물의 탕구는 hammer 등으로 쳐서 자르고, 주강과 같이 강도가 큰 것은 gas torch로 용단(熔斷)한다. 동합금, Al 합금
등과 같이 연성이 크고 열전도성이 큰 것은 hammer 절단 또는 gas torch 절단보다는 톱으로 절단하는 것이 좋다.
(2) 모래떨기:
크기가 작고 수량이 적은 주물에 대하여는 주물에 붙은 모래를 wire brush 등으로 떨어 낼 수 있으나, 수량이 많거나
큰 주물에 대해서는 다음과 같은 기계를 이용하는 것이 좋다.
- tumbler: 강제회전(鋼製回轉) drum 속에 주물과 철편(鐵片)을 넣고 회전시키면 상호 충돌에 의하여 모래떨기가 되고
주물표면이 평활하게 된다.
- sand blasting machine: 높은 압력의 압축공기로 규사를 분사시켜 주물표면에 소착된 주형사를 청소한다.
- shot blasting machine: 작은 강구(鋼球)를 원심력을 이용한 분사기로 분사시켜 주물표면을 청소한다.
 sand blasting machine의 사용을 보인다.
sand blasting machine의 사용을 보인다.

(3) 기계가공:
부분적으로 숫돌에 의한 grinding, 사포기에 의한 belt grinding을 한다.
-
(4) 산세척(酸洗滌):
주물표면에 붙은 미립물(微粒物)이나 산화물의 탈락을 용이하게 하고 균열의 발견을 쉽게 하도록 하기 위해 불화수소산이나
희염산, 희황산액에 수십 시간 침지하여 세척하고 묽은 수산화나트륨, 석회유 등으로 주물표면에 있는 산을
중화시킨다.
  주형제작에서 주물을 얻기까지의 과정을 복습한다. 주형제작에서 주물을 얻기까지의 과정을 복습한다.
|