앞에서 취급한 사형(砂型)에서와는 달리 주형 내의 용탕에 압력을 가하거나 정밀주형에서의 정도가 높은 주물을 얻는 주조법을
통털어 특수주조법이라 하여 본 장에서 다룬다. 용탕에 압력을 가하는 방법에 따라 원심주조법과 die casting 법이 있으며,
원심주조법과 die casting 법에서는 주형이 금속으로 되어 있어 반복하여 사용할 수 있다는 의미에서 이들을
영구주형주조법(永久鑄型鑄造法; perminent-mold casting process)이라고 한다.
정밀주조법에는 주형의 제작 방법에 따라 shell molding 법, investment molding 법 및
CO2법 등이 있고, 이 밖에도 진공주조법과 연속주조법 등이 있다.
-
 주철관 완성품을 보여준다.
주철관 완성품을 보여준다.

|
 원심주조과정을 보여준다.
원심주조과정을 보여준다.
|
 주철관을 수압시험한다.
주철관을 수압시험한다.
|
 주철관의 방식(防蝕)을 위하여 내면에 cement mortar을 lining한다.
주철관의 방식(防蝕)을 위하여 내면에 cement mortar을 lining한다.
|
-
 > >
수직식 원심주조기
|
수직식 원심주조기
|
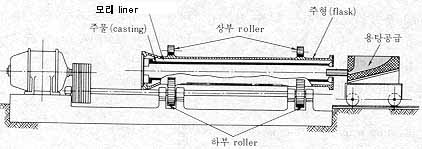
주형재료에 따라 용탕이 금형벽과 직접 접촉하는 금형과 금형 내벽에 사층(砂層)을 두어 용탕이 사층과 접촉하는
사형이 있다. 금형은 주철, 주강, 특수강으로 되어 있고, 주형의 온도가 낮으면 주물의 외측이 백선화(白銑化)되는
경향이 있으므로 200 ~ 300℃ 정도로 예열하는 수가 있다.
대형 주물의 주조에서는 주형이 파괴될 염려가 있으므로 주형의 외벽을 수냉할 필요가 있다. 주형과 용탕 사이에
사층(砂層)을 두는 사형에서는 원심력에 의하여 사층이 파괴되지 않도록 석면 등을 혼합하여 제작하고,
철관 내벽에 요철(凹凸)을 두어 주형사의 부착을 돕는다.
[1-1] 수평식
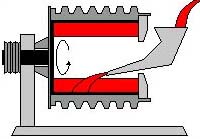
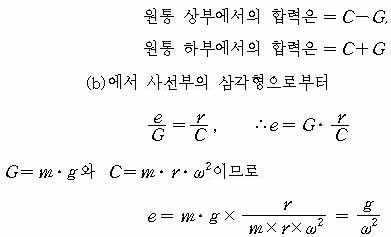
회전수가 커지면 중심차는 작아지나, ω를 너무 크게 하면 원심력이 크게 되어 응고 직후의 약한 상태에서
원통에 너무 큰 인장력이 작용하여 crack이 생길 염려가 있고, e가 크면(ω가 작으면) 회전할 때마다
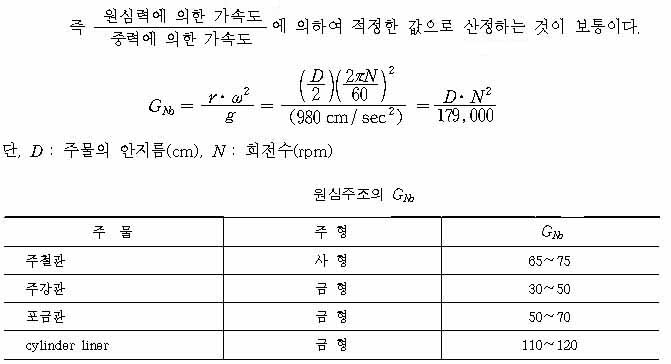
용탕이 교란되고 회전도 불균형하게 되므로 회전수는 G number,
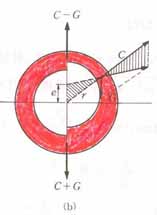
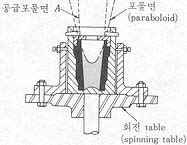
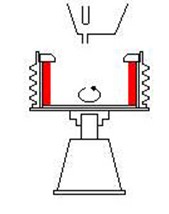
[1-2] 수직식

-
|
 수직식 원심주조기
수직식 원심주조기
☜
|
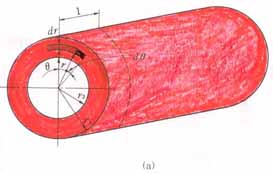
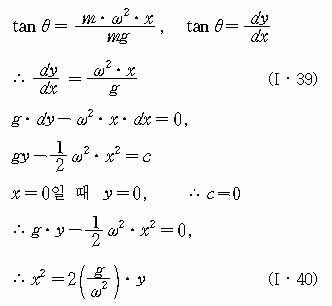
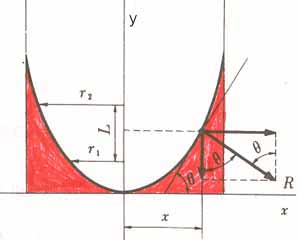
윗식으로 부터 주물 내면은 포물선을 이루는 것을 알 수 있으며, 주형의 직경은 고정되어 있는 데 y가 증가하면 x가 증가하므로
주물은 위로 갈수록 얇아진다. 실제로는 포물선의 정점으로부터 떨어진 일정길이의 부분을 사용하며, 이때
저부(底部)의 내경 r₁(cm), 상부(上部)의 내경 r₂(cm)와 원통의 길이 L(cm)과의 관계는
-
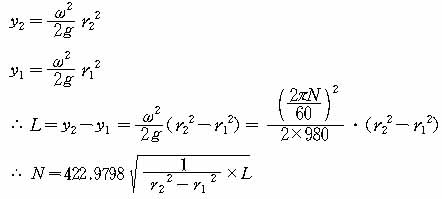
윗식에서 주물제품의 양단의 반지름 r₁, r₂와 길이 L을 알면 필요한 회전수 N(rpm)을 계산할 수 있다.
 보충(100KB, 1매)(원심주조법의 계산예제)
보충(100KB, 1매)(원심주조법의 계산예제)
[2] die casting ☜
정밀한 금속주형에 고압, 고속으로 용탕을 주입하고 응고중 압력을 유지하여 주물을 얻는 주조법으로서,
주물재료에는 Al 합금, Zn 합금, Sn 합금 등이 있으며,
☞ 제품에는
자동차 부품, 전기기기, 통신기기 용품, 기타 일용품 등이 있다.
특징을 들면
-
장점
- 정도가 높고 주물표면이 깨끗하여 다듬질 작업을 줄일 수 있다.
- 조직이 치밀하여 강도가 크다.
- 얇은 주물의 주조가 가능하여 제품을 경량화(輕量化)할 수 있다.
- 주조가 빠르기 때문에 다량 생산으로써 단가를 줄일 수 있다.
-
단점
- 장비와 die 제작비가 고가이기 때문에 소량 생산에 부적합하다.
- die의 내열강도 때문에 용융점이 낮은 비철금속에 제한된다.
- 소형제품에 국한한다.
die에 가압주입을 하기 위한 die casting machine이 필요하며, 가압실의 구동방식에 따라 압축공기식, 수압식, 유압식이 있고,
각각에 대하여 수동식과 자동식, 열가압실식(熱加壓室式; hot chamber type)과 냉가압실식(冷加壓室式; cold chamber type)이
있다.
[2-1] die casting machine
열가압실식 die casting machine은 아래 그림과 같이 내열주철제 pot에 내열주철제 gooseneck가 있어 pot 내의 용탕이
neck에 유입되고 plunger의 작동으로 neck 내의 비교적 용융점이 낮은 아연, 주석, 납, 때로는 magnesium 등의
금속 용탕을 die에 압류(壓流)시켜 주조하는 주조기이다. 용탕에 작용하는 가압력은 50~200kg/cm²이며, 생산능률은 시간당
100회까지이다.
냉가압실식 die casting machine에서는 aluminum, 황동, 청동 등의 합금과 같이 비교적 용융온도가 높은
금속을 온도가 그리 높지 않고 유동성이 낮은 상태에서 200 ~ 300kg/cm²의 고압력으로 예열되지 않은 금형 내에 주입시키며,
계속 가압하여 단조효과까지 기대할 수 있다.
물론 열가압실식에서 사용되는 금속을 냉가압실식에서도 주조할 수 있다.
-
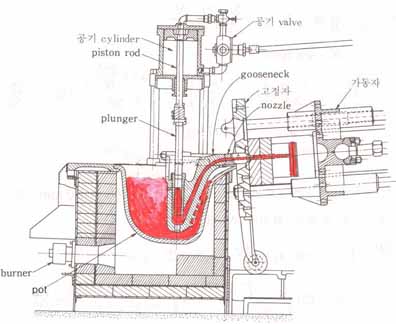 ☜ ☜
열가압실식 die casting machine
|
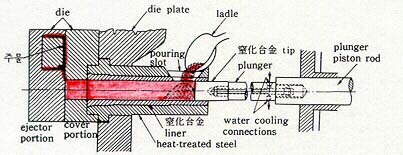 ☜ ☜
냉가압실식 die casting machine
|
[2-2] 금형(金型; die)
☜
die 재료는 내열성과 열처리의 안정성, 내부식성이 커야 하고, die 구조는 아래 그림과 같이 2편(片) 이상으로
되어 분리시켜 주물을 빼낼 수 있어야 한다.
-
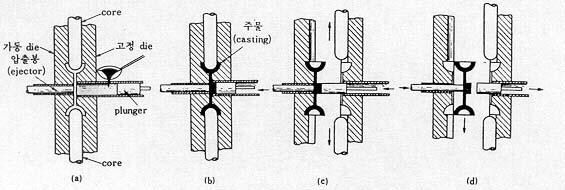 die의 작동 예
die의 작동 예
[3] shell molding 법(shell 조형법, shell molding process)
금속모형을 250~300℃로 가열하고, 그 위에 박리제인 규소수지를 바른 후 140~200mesh 정도의 SiO₂와
열경화성 합성수지(thermosetting resin binder)를 배합한 주형재에 모형을 매몰하여 주형제작을 하는 방법을
shell molding 법이라 하며, 발명자가 독일인 J. Croning이라 하여 Croning 법 또는 C-process라고도 한다.
아래 그림과 같은 과정에서 모형에 주형재가 15~30sec동안 용융하여 접한 후 dump box를
반전하여 반응하지 않은 것은 낙하시켜 분리하며, 이 과정을 setting이라 한다.
성형된 shell을 모형과 함께 300~350℃까지 1min 동안 가열로에서 가열시키며, 이 과정을 curing이라 한다.
curing 후 5~10mm 두께의 shell을 모형에서 분리시켜 shell쌍을 조립하여 주형을 제작한다.
주물이 작을 때에는 spring 또는 clamp 등으로 shell를 조립하고, 큰 주물에 대하여는
용탕의 압력에 대하여 shell의 조립상태를 유지할 수 있도록 주형상자에 모래 또는 철편 등을
장입한다.
shell의 강도는 수지(樹脂)의 첨가량, 금형의 가열조건, setting 시간 및 curling 시간 등에 의한다.
-
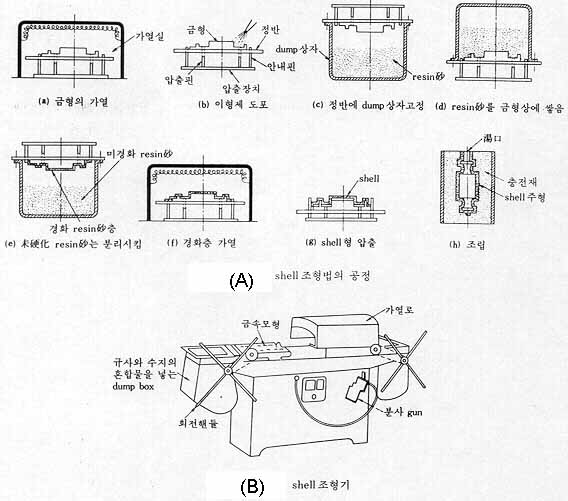 shell 조형법의 공정 및 shell 조형기
shell 조형법의 공정 및 shell 조형기
☜
shell molding 법의 특징을 들면
-
장점
- 미숙련공도 shell를 제작할 수 있다.
- shell을 준비한 후 일시에 주입하여 주물을 다량생산할 수 있다.
- 철 및 비철 모든 금속의 주조에 이용할 수 있다.
- 주물의 정밀도가 높다.
-
단점
- 금형을 필요로 하기 때문에 소량의 주조에서는 비경제적이다.
- 수지(樹脂)가 비교적 고가이므로 주조비가 높다.
- shell 제작의 energy 비용이 높다.
- 철의 주조에는 10kg정도로 제한된다.
[4] investment molding 법(investment molding process, lost-wax process,)
얻고자 하는 주물과 동일한 형상의 모형을 wax 또는 paraffin 등으로 만들어 주형재에 매몰하여 다진 다음 가열하여
주형을 경화시킴과 동시에 모형을 용출(熔出)시켜 주형을 완성하는 주형제작법을 말하며, 일명 lost wax 법이라고도 한다.
이 주형에 의한 주조(investment casting)에서 주물의 치수 정도와 표면 정도가 좋기 때문에 정밀주조법이라고도 한다.
이 방법은 ☞ 정밀하고 형상이 복잡하여 기계가공이 어려운 소형주물(1g ~ 35kg)의
주조에 적용된다.
주조과정을 나열하면 다음과 같다.
- wax 모형 제작용 금속주형에 wax를 30kg/cm²,
합성수지는 80kg/cm²의 압력으로 주입하여 모형을 만들거나, 절삭하여 만든다.
복잡한 형상의 것은 접착 조립한다.
- wax 모형에 Al2O3와 점결제인 ethyl silicate 등을
혼합한 내화재료를 도포하며, 이 내화재료를 investment라 한다.
- 모형을 실온에서 건조하여 경화시킨다.
- 모형을 주형재에 매몰하고 다진다.
- 주형을 가열하여 모형을 용출시킨다.
- 주형을 500~1000℃정도로 가열하여 용탕의 유동성을 좋게한다.
- 용탕을 주입하여 응고시킨다.
- 주형에서 제품을 꺼낸다.
-
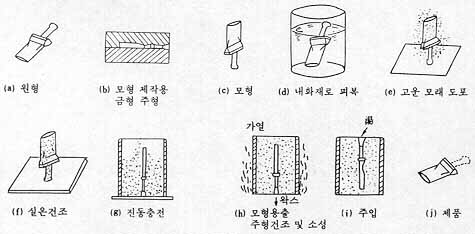 investment casting 과정
investment casting 과정
☜
이 방법에 의한 주조법의 장단점은 다음과 같다.
-
장점
- 정밀하고 형상이 복잡하여 기계가공이 어려운 제품의 주조에 적합하다.
- 모형재료인 wax를 재사용할 수 있다.
- 융점이 높은 철금속의 주조가 가능하다.
단점
- 소형물의 주조에 한한다.
- 주조단계가 많기 때문에 주조비가 높다.
-
[5]진공주조법(眞空鑄造法; vacuum casting) ☜
대기 중에서 철강(鐵鋼)을 용해하여 주조하면 O₂, H₂,
N₂등의 gas가 용탕에 들어가서 O₂는 산화물을 형성하고, H₂는
☞ 백점(白點; white spot, flake) 또는 hair crack의
원인이 되며, N₂는 경도가 큰 질화철을 형성한다. 이러한 부작용을 없애거나, 감소시키기 위해
10-3mmHg 정도의 진공에서 주조한다.
작업방식에는
- 대기에서 용해
- 진공에서 탈 gas → 대기에서 주입
- 진공에서 주입
- 진공에서 용해 → 대기에서 주입
- 진공에서 용해 → 진공에서 주입
진공 tank 내에 주형을 넣고 용탕을 주입하는 데에 어려움이 있으며, 특히 대형의 경우에는 많은 제약이 있어 보통
소형은 진공실 용해 → 진공실 주입이 가능하나, 대형은 대기에서 용해 → 진공처리 → 대기에서 주입
또는 불활성 gas 분위기에서 주입한다.
(1) 탈(脫) gas 후에 주입하는 방법:
아래 그림과 같이 대기에서 용해한 용탕이 담긴 ladle 또는 도가니를 진공실에 넣어 용탕의 gas(수소, 산소, 질소)를
빼낸 후 주형에 주입한다. ladle 또는 도가니를 장시간 진공실에 놓으면 온도가 강하한다는 것을 고려하고
용탕이 boiling 하여 넘치지 않도록 여유깊이를 두어야 한다.
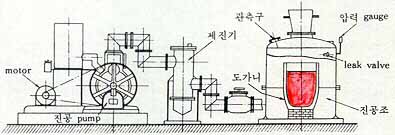 탈 gas 장치
탈 gas 장치
(2) 주입시 탈 gas하는 방법:
아래 그림과 같이 ladle 마개를 뽑고 진공실 내에 있는 주형에 부어지는 중에 탈 gas하는 방법이다.
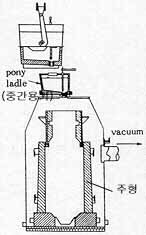 주입시 탈 gas하는 방법
주입시 탈 gas하는 방법
(3) 진공실에서 용해 및 주입하는 방법:
진공실 내에 고주파유도전기로, 전기저항로 또는 전기전호로와 주형을 넣고 그 안에서 용해 및 주입작업이
이루어지도록 된 주조법으로서 1000kg이하의 소형물의 주조에 많이 적용된다.
각 로의 장단점은 용해 금속, 합금의 종류 및 성분조정의 정도에 따라 다르다.
진공도는 10-3mmHg~10-4mmHg 정도이며,
용해시간은 약 2시간이다.
이방법에서는 주조의 전과정에서 분위기의 오염을 방지할 수 있다.
[6] 저압주조법(低壓鑄造法; low pressure casting, pressure pouring casting, pressure casting)
보통 사형을 이용하는 주조에서는 용탕의 주입이 중력에 의하여 이루어지고, 원심주조법 또는 die casting에서는 용탕에
압력을 가하나, 저압주조법에서는 흑연주형 또는 금형에서 pump로 흡입하여 주형 내를 저압 또는 진공으로 하고
그림과 같이 용탕을 빨아 올리거나, 불활성 gas로 밀어올린다. 수분 후에 주형 내의 탕이 응고되면 가압을 중지하여
급탕관 내의 탕을 낙하시킨다.
이 주조법에 의하면 밀도와 강도가 크며, 용탕속의 금속이 공급되기 때문에 불순물이 적은
☞ 고급주물이 얻어진다.
특히 aluminum과 같이 대기 중에서 산화가 심한 금속의 주조에 유리하다.
-
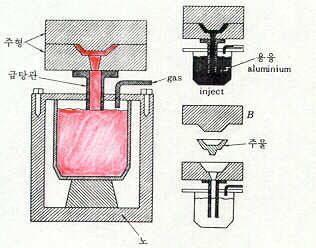 저압주조법
저압주조법
☜
[7] 연속주조법(連續鑄造法; continuous casting)
봉재, 판재 및 구조용재는 일반적으로 용해 → 조괴(造塊) → 가열 → 분괴(分塊) → 가열 →
☞ 압연
등의 과정을 거쳐 만들어지나 그림과 같이 용융금속에서 직접 압연에 들어가는 billet을
주조함으로써 위의 공정 중에서 조괴(造塊) → 가열 → 분괴(分塊) → 가열의 공정을
생략할 수 있다. 이 때 제품의 규격에 따라 주괴(鑄塊; ingot)의 단면치수와 길이가 정하여 진다.
ingot은 보통 ingot case에 주입하여 만드나 case의 수명이 짧고 ingot이 불균일하게 되므로
연속주조법을 이용하면
- 편석(偏析)이 적고,
- 냉각조건에 따라 조직을 조정할 수 있으며,
- 수축공(收縮孔)이 없고,
- 주물표면이 매끄럽고,
- 단면치수를 조정할 수 있고,
- 압연시에 재가열할 필요가 없는 등의
장점이 있다.
그러나 시설이 고가이므로 소량 다품생산에는 부적합하다.
-
[8] CO₂gas 조형법(carbon-dioxide molding process)
단시간에 건조형을 얻는 것과 같은 효과를 보는 조형법으로서, 주형재인 주형사에 물유리(규산소다)를 1.5~6%
정도 첨가하여 만든 주형에 CO₂gas를 침투시켜 경화한다.
CO₂gas를 1 ~ 1.5기압으로 5sec 동안 침투시키고 주형사 0.5kg의 증가마다
시간을 1sec의 비율로 증가시킨다. CO₂gas 분사시 동결(凍結)을 방지하기
위하여 CO₂gas bomb에 가열 장치를 둔다. CO₂gas 주형제작법은 큰 강도의
core가 필요할 때도 이용된다.
-
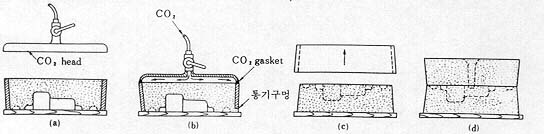 CO₂gas 조형법
CO₂gas 조형법
☜
CO₂gas 조형법의 특징을 들면
-
장점
- 배합비율로 주형의 강도를 조정 할 수 있다.
- 조형이 용이하다.
- 단시간에 건조형의 효과를 얻을 수 있다.
- 숙련자가 필요 없다.
- gas 발생이 적고, 건조에 의한 변형이 없어 주물의 치수 정밀도가 높다.
-
단점
- 조형 후 주입시까지 너무 장시간 방치하면 대기에서 수분을 흡수하여 주형의 강도가 떨어진다.
- 주입 후 주물을 꺼낼 때 주형의 해체가 힘든다.
- 주형사의 복용성이 없다.