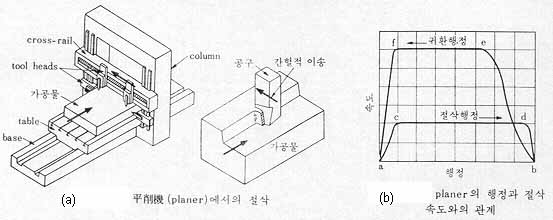
앞에서 기술한 shaper와 planer는 평면을 가공하는 데 사용된다는 점에서는 공통점을 갖고 있으나, shaper는
소형물을 가공하고 planer는 대형물을 가공하며, shaper에서는 공구에 절삭운동을 주고 가공물에 이송을 주는데 반하여
planer에서는 가공물에 절삭운동을 주고 공구에 이송을 준다. planer와 planer 작업에 대하여는
☞ 4편 절삭가공에서 공부하였다.
(2-1) 절삭속도 및 이송:
planer에서 절삭속도는 table의 속도이며, 가공재료에 따른 이송 및 절삭깊이의 선정에 대하여는 제4편 절삭가공의
☞여기를 보라.
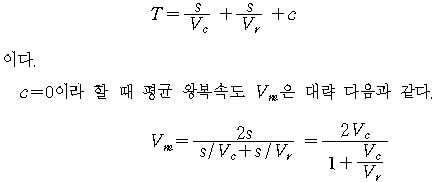
절삭속도가 너무 크면 bite에 충격을 주고, 귀환행정으로의 전환에 소비되는 energy가 커지므로 belt 구동식에서
기계효율이 20 ~ 30% 정도로 아주 낮다. 절삭행정속도를 Vc, 귀환행정속도를
Vr, table의 행정을 s, 행정말단에서 관성에 의한 가속도가 0이 아닌
시간 c= 1.2~2sec 라 하면 table의 1 왕복에 요하는 시간 T는 다음과 같다.
 하는 데 걸리는 시간은 다음과 같다.
하는 데 걸리는 시간은 다음과 같다.



 보충
(위 식에서 C의 의미와 시간효율 μ)
보충
(위 식에서 C의 의미와 시간효율 μ)
(2-2) 절삭률:

(2-3) 절삭저항 및 동력:
절삭저항은 형삭에서의 식  을 이용할 수 있으며, planer의 절삭행정 및 귀환행정에서의
동력은 W: table의 중량(kg), w: 공작물의 중량(kg), p: bite 1개의 주분력(kg)(배분력을 0으로 가정), μ: bed와 table간의 마찰계수,
Vc: 절삭속도(m/min), Vr: 귀환속도(m/min)라 하면
을 이용할 수 있으며, planer의 절삭행정 및 귀환행정에서의
동력은 W: table의 중량(kg), w: 공작물의 중량(kg), p: bite 1개의 주분력(kg)(배분력을 0으로 가정), μ: bed와 table간의 마찰계수,
Vc: 절삭속도(m/min), Vr: 귀환속도(m/min)라 하면
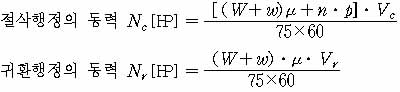
이며, n은 동시에 가공하는 bite의 수이다.