|
[3] bite 및 공작물의 고정(교과서 p.357)
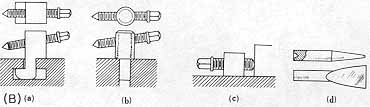
(1) bite 및 bite의 고정:
가공조건에 따라 bite 형상, 크기 및 고정법이 결정되므로 보통 사용되는 공구와 고정 예를 소개한다.
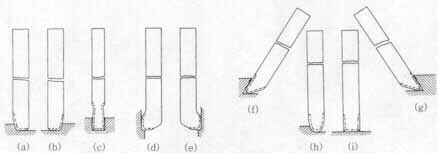 bite 형상
bite 형상
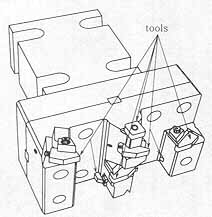
gang 공구 holder
|
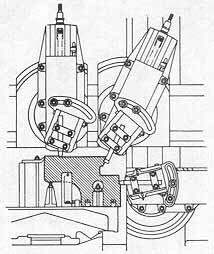
상면 및 측면의 동시절삭을 위한 공구고정
|
(2) 공작물의 고정:
공작물을 table에 고정할 때 공작물의 수평을 맞추거나 절삭압력을 지지하기 위하여
그림 (A)와 같은 jack을 사용하고 공작물이 table 위에서 미끄러지는 것을 방지하기
위하여 그림 (B)와 같은 정지구(停止具; stop)를 사용하며, 그림 (C)는
공작물의 고정 예이다.
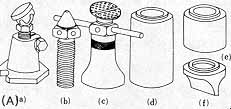 planer jack
planer jack
☜
 정지구(stop)
정지구(stop)
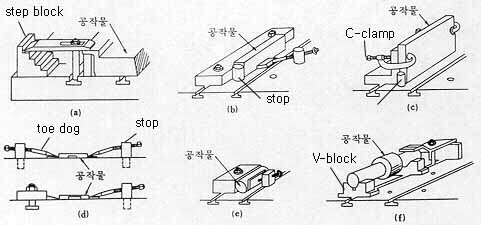 공작물의 고정 예
공작물의 고정 예
☜
(C)
[4] 절삭조건
planer에서의 절삭속도는 table의 속도와 동일하며, 그림은 table의 행정위치에 따른 속도변화를 나타내고,
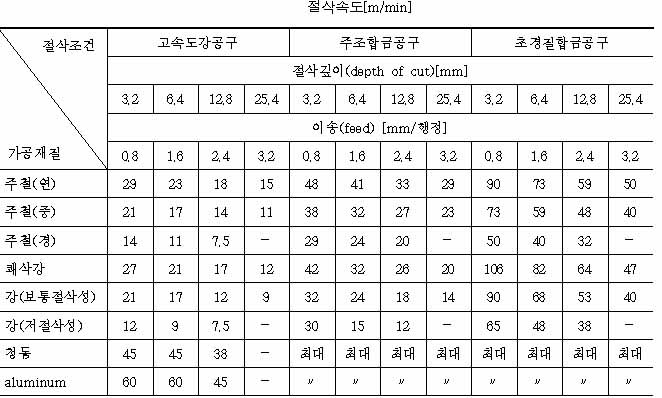
아래 표는
☞ 공구재료와
가공재료에 따른 절삭속도, 이송 및 절삭깊이의 예이다.
절삭속도가 크면 절삭 초기 bite에 충격을 주고, 귀환행정으로의 방향전환에 소비되는 energy가 커지므로 belt-pulley
구동식에서 기계효율이 20 ~ 30% 정도로서 매우 낮다.
-
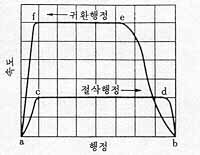 행정과 절삭속도의 관계
행정과 절삭속도의 관계
[5] planer의 특수가공
planer는 기본적으로 평면가공용 공작기계이나, 공구와 공작물 사이의 상대운동에 변화를 줌으로써 여러 형상의
가공을 할 수 있으며, 다음과 같은 예를 소개한다.
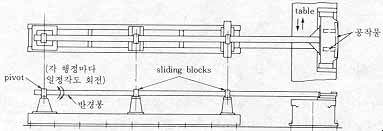
(1) 반경봉(半徑棒)을 이용한 반지름이 큰 원호곡면가공:
그림과 같이 공작물이 반경봉에 고정되어 반경봉과 함께 table 상에 고정된 안내판에서 요동할 수 있게 되어 있어
각 행정마다 반경봉을 일정 각도 만큼 회전시키고 원호곡면 가공을 한다.
 반경봉에 의한 원호곡면가공
반경봉에 의한 원호곡면가공
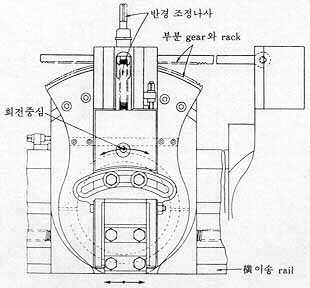
(2) rack와 부분 gear에 의한 원호곡면가공:
그림과 같이 매 행정에서 rack에 의하여 부분 gear(gear sector)와 함께 공구대를 saddle상에서 회전시키고 가공한다.
이 때 saddle은 cross rail상에 고정하며, 곡률반경은 회전중심(swivel center)에서 공구선단까지의 거리이고,
clapper box를 활동면에 따라 이동시키면 곡률반경이 변한다.
 rack와 부분 gear에 의한 원호곡면가공
rack와 부분 gear에 의한 원호곡면가공
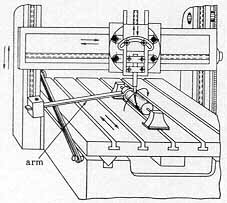
(3) 봉의 나선가공:
그림과 같이 가공물인 봉을 V block에 올려 놓고 angle plate에 의하여 길이방향으로 이동을 못하게 한다.
봉에 고정된 arm이 절삭행정 중 bed에 고정된 경사판에 따라 각변위(角變位)를 함으로써 봉이
회전되면서 나선홈 가공이 이루어진다.
 봉의 나선홈가공
봉의 나선홈가공
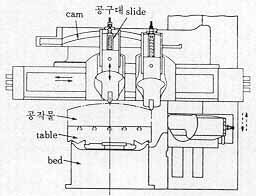
(4) cam에 의한 곡면가공:
그림과 같이 공구대 할자(滑子)를 cam에 연결하여 수직이송을 줌으로써 cam 곡선 형상의 곡면을 가공한다.
 cam에 의한 곡면가공
cam에 의한 곡면가공
|

 평삭(平削; planing)에서의 절삭역학은
10장을 참조하라.
평삭(平削; planing)에서의 절삭역학은
10장을 참조하라.