|
10 장 용접결함 검사 및 시험(교과서 p.175)
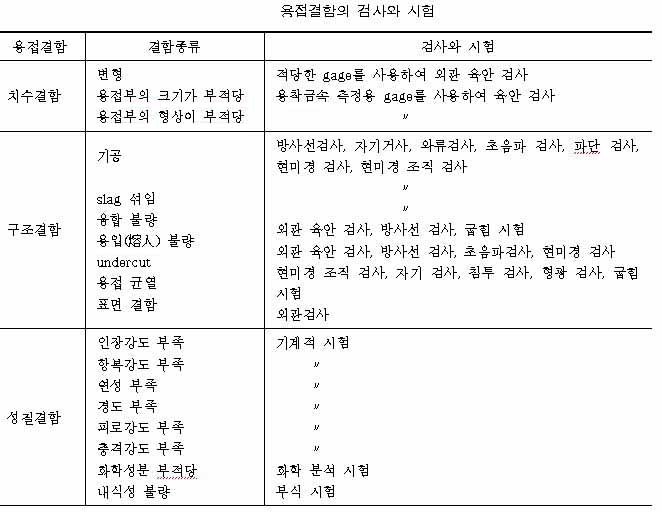
용접에서 발생하는 결함의 종류와 검사 및 시험의 종류는 다음 표와 같고, 이 중에서 특히 중요시 되는 것만을
설명하기로 한다.
-
[1] 용접결함
[1-1] 치수결함
단시간에 가열, 냉각 및 용착금속의 수축 등으로 변형과 잔류응력(殘留應力; residual stress)이 생긴다.
이와 같은 현상을 최소화하기 위해서는 용접설계와 시공법에 관한 연구가 필요하며, 그림은 용접에서
발생할 수 있는 변형의 예를 든 것인데, 이런 결함이 설계자의 요구조건을 벗어나면 불량용접의
판정을 받게된다.
-
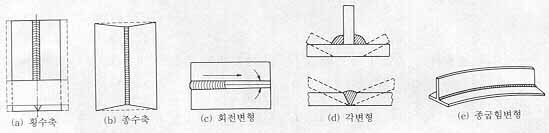 용접변형의 종류
용접변형의 종류
[1-2] 구조결함
용접결함 중에서 가장 중요한 것으로 역학적인 원인과 금속학적인 원인이 있을 수 있다.
(1) 역학적 원인:
- 온도구배에 의한 열응력
- 변태에 의한 체적변화
- 구조상 또는 판재의 두께에 의한 내외부의 작용력
(2) 금속학적 원인:
- 열영향에 의한 모재의 취화
- 응고시 입계에 존재하는 P, S, Sn, Cu, Zn 등의 편석에 의한 취화
- 용접시에 침입한 H2에 의한 취화
아래의 그림은 각종 균열의 형상을 도시한 것이다.
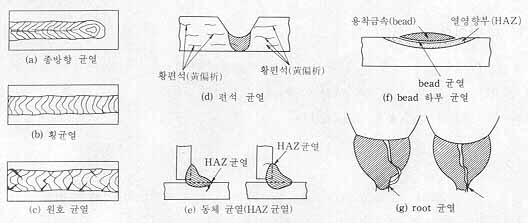 각종 균열의 형상
각종 균열의 형상
(3) slag의 혼입:
- 산화물, 용제 및 피복재가 용착금속에 혼입
이를 방지하기 위해서는 각 용접층에서 wire brush 등으로 slag를 충분히 제거하고, shielding gas를 충분히
공급하며, 적합한 용접봉의 선택이 중요하다.
(4) undercut과 overlap:
그림과 같이 녹은 모재부의 홈에 용착금속이 충분히 차 있지 않으면 모재와 용착금속의 경계에 오목한 부분이
생기는데, 이를 underfill 이라 하며, 전류가 과대하여 모재가 파이는 것을 undercut 이라 한다.
underfill은 용접부 단면적의 감소를 가져오고, undercut 부위는 응력이 집중되는 notch효과를 초래한다.
용융금속이 넘쳐서 표면에 융합되지 않은 상태로 덮여 있을 때, 이를 overlap이라 하며
이 부분에 응력이 집중되어 균열의 원인이 되기도 한다.
이들의 원인을 나열하면 다음과 같다.
 undercut과 overlap
undercut과 overlap
underfill의 원인
- 용접속도가 너무 클 때
undercut의 원인
- 전류가 과대하여 arc를 짧게 할 수 없을 때
- 용접봉의 사용방법이 부적절할 때
overlap의 원인
- arc가 너무 길어서 용착금속의 집중을 저해할 때
- 용접봉의 용융점이 모재의 것보다 너무 낮을 때
- 용접전류가 다소 부족하여 용적이 클 때
- 용접속도가 너무 느릴 때
[1-3] 성질결함
용접부는 국부적 가열을 크게 받기 때문에 모재의 기계적, 물리적 및 화학적 성질을 그대로 유지하기 힘들다.
용접부의 이런 성질들이 설계자의 요구를 만족시키지 못하면 이 용접부는 성질결함이 있다고 말 할 수 있다.
[2] 검사법
용접부의 검사에는 비파괴검사와 파괴검사가 있으며, 비파괴검사는 제품 전체를 대상으로 검사할 수 있으나,
파괴검사는 sample 검사를 한다.
[2-1] 용접결함의 비파괴검사
이상의 결함을 검사할 때
1편 9장 ☞ 주조결함에서
소개한 방사선검사(放射線檢査), 초음파검사(超音波檢査), 자기탐상검사(磁氣探傷檢査) 및
형광탐상검사(螢光探檢査) 등 비파괴검사법을 이용할 수 있다.
[2-2] 용접결함의 파괴검사
파괴검사에는 기계적 성질을 알기 위한 기계적 시험과 화학적인 성질과 성분을 알기 위한 금속학적 시험이 있겠으나
여기에서는 용착금속 및 용접이음부에 대한 기계적 시험법을 소개한다.
(1) 인장강도시험:
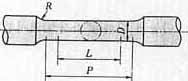
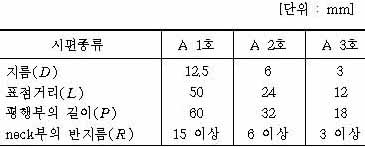
아래 그림과 표는 용착금속의 인장강도를 시험하기 위한 치수와 시편 채취위치를 보여 준다.
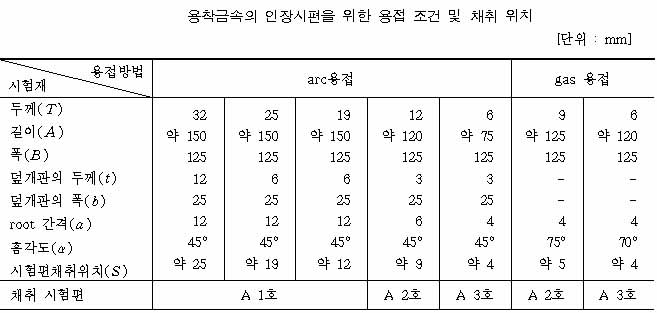
용착금속의 인장시험편 채취위치와 규격은 다음과 같다.
인장강도와 연율은 다음 식에 의한다.
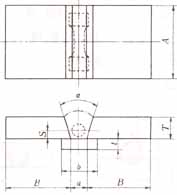
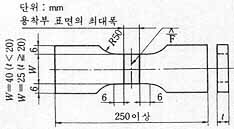
아래 그림은 맞대기용접 이음의 인장시편 규격이다.
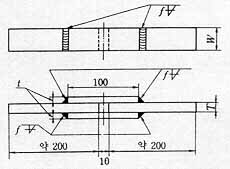
아래 그림과 표는 덧붙임면 fillet 용접이음의 인장시편이다.
|
단위(mm)
|
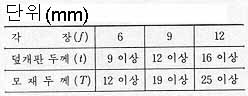
아래 그림과 표는 덧붙임 측면 fillet 용접이음의 전단시편 규격이다.
일반적으로 이음효율은

에 의한다.
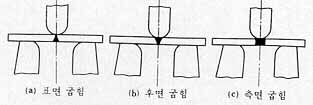
(2) 굽힘시험:
굽힘시험에는그림과 같이 표면굽힘, 후면굽힘, 측면굽힘 등이 있으며, 합격기준에 따라 정해진 굽힘각도의 크기,
균열의 크기 및 균열의 수로서 용접 결과를 판정한다.
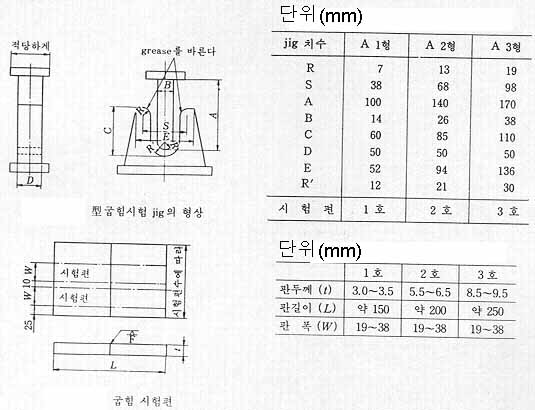
아래 그림과 표는 굽힘시험 jig의 규격과 굽힘시험편의 규격이다.
|