![]()
![]()
|
9 장 각종 금속의 용접(교과서 p.170)
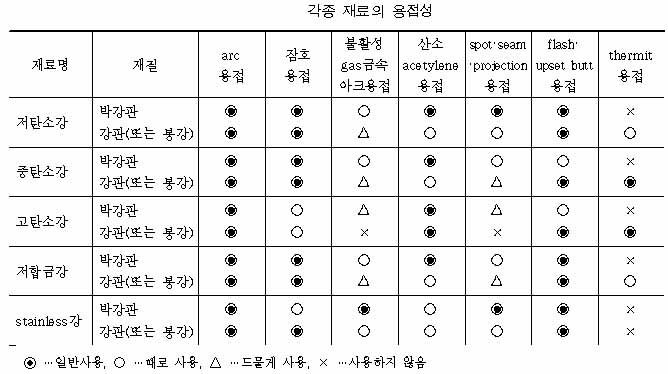
용접기술의 발달에 따라 대부분의 금속재료는 용접이 가능하나, 재료에 따라 최적 용접을 위한 방법이 다르다. 주어진 조건에서 피용접재의 용접의 용이성 및 성능을 의미하는 용접성(熔接性; weldability)이 있다. 용접성이 좋다는 것은 용접의 필요조건에 쉽게 달할 수 있다는 것이 된다. 용접성은 피용접재, 용가재 및 용접방법 등의 용접조건에 의하여 결정되며, 그 중에서 피용접재 및 용가재가 용접성에 영향을 미치는 성질은 이 재료의 강도, 인성, 연성, notch 취성, 탄성계수 등의 기계적 성질과 비열, 융점, 열팽창계수, 용금의 표면장력 등의 물리적 성질 이다. 재료에 따라서는 용접이 곤란하거나 불가능한 것들도 있으나, 각종 방법을 연구하여 이를 극복해 가고 있다.
철(鐵; iron)은 탄소 함량이 아주 적기 때문에 급랭경화(急冷硬化)현상이 없고, 다양한 방법으로 쉽게 용접할 수 있다. 저탄소강(低炭素鋼, C=0.03 ~ 0.10%)과 중탄소강(中炭素鋼, C=0.15 ~ 0.55%)은 용접이 용이하나, 고탄소강(高炭素鋼, C=0.45 ~ 2.00%)은 균열과 기공이 많이 생기고 급랭경화현상이 나타나므로 용접이 곤란하다. 고탄소강의 단층용접에서 급랭효과가 나타나므로 모재를 600 ~ 650oC로 예열 또는 후열처리 하고, 전류를 낮게 하고, 용접속도를 느리게 할 필요가 있다. 고탄소강 용접의 용접봉으로 저수소계(低水素系)의 모재와 같은 재질의 것, 연강, austenitic stainless steel, 특수강 등을 사용한다. austenitic stainless steel 용접봉을 사용하면 용착금속의 연성(延性)이 커져 잔류응력이 저하되고, 수소로 인한 취화도 일어나지 않는다. 모재와 동일 재질, 연강 및 특수강 용접봉을 사용할 때는 모재를 예열하고, 용접속도를 느리게 하며, 용접 후 바로 풀림열처리를 한다. [2] 주철의 용접 주철(鑄鐵; cast iron)은 C: 1.6 ~ 6.67%의 Fe-C합금이지만 일반적으로 사용되는 주철은 C: 2.5~3.5%, Si: 1.5~2.5%, Mn: 0.2~1.2%, P<0.5%, S<0.1%의 조성을 갖고 있으며, Ni, Cr, Mo 등도 필요에 따라 함유하고 있다. 주철은 연강에 비하여 취약(脆弱)하며, 급랭에 의한 백선화(白銑化)로써 기계가공이 어렵고, 국부적 수축으로 균열이 생기기 쉬우므로 용접에 어려움이 있다. 이를 극복하기 위하여
[3] 고장력강의 용접 고장력강(高張力鋼; high tensile steel)은 인장강도 50kg/mm² 이상의 강을 말하며, 인장강도를 높이기 위하여 Mn, Si, Ni, Cr, Mo, V, Ti 등를 첨가한 것이다. 인장강도가 100kg/mm² 이상인 것도 있다. 고장력강의 용접에는 연강 용접법이 그대로 이용되나, 연강에 비하여 열영향인 경화가 심하므로 예열 및 후열처리를 하여 연성(延性)을 부여한다. 냉간균열(冷間龜裂)을 방지할 목적으로 용접봉을 470℃ 정도에서 1시간 정도 건조시켜 수분을 0.1% 이하로 한 저수소계 용접봉을 사용하며, 공기 중의 수분이 용접부에 들어오므로 습도가 낮은 곳에서 용접하는 것이 좋다. [4] stainless강의 용접
stainless 강은 철에 Ni과 Cr을 첨가시킨 합금강으로서 내부식성(耐腐蝕性), 내열성(耐熱性) 등의 좋은 성질을 갖고 있다.
stainless 강에는 martensite계 stainless 강, ferrite계 stainless 강, austenite계 stainless 강의 3종이 있으며, 이들의
용접성도 다르다. [5] aluminum과 그 합금의 용접
aluminum과 그 합금은 내식성이 우수하며, 강도가 비교적 크고, 비중이 2.7로서 연강의 1/3 정도로 가벼운
경합금(輕合金)이다. aluminum과 그 합금은 전신재(展伸材; wrought alloy)와 주조재(鑄造材; cast alloy)로
대별하고, 열처리 경화가 되는 열처리합금(熱處理合金; heat treatable alloy)과 경화가 되지 않는
비열처리합금(非熱處理合金; nonheat treatable alloy)으로도 분류한다.
열처리합금에는 Mg-Si, Cu, Zn-Mg-Cu, Si계가 있으며, 그 중 가장 대표적인 것은
duralumin(Al-Cu-mg-Si)이다.
aluminum 용접에서는 용접봉과 용제(溶劑)의 선택이 중요하며, 불순물이 적은 aluminum 용접봉을 사용해야 한다. aluminum 합금의 용접봉으로는 모재와 동일한 화학조성을 갖는 것을 사용하는 것 외에 Si: 4 ~ 13%인 Al-Si계 합금이 사용된다. 이 외에 Cd, Cu, Mn 등의 합금도 사용된다. aluminum 용접에서는 산화가 심하고 gas의 흡수가 심하므로 적절한 용제의 선택이 중요하다. 용제의 대표적인 것은 LiCl을 주성분으로 한 것이다. [6] 동과 그 합금의 용접
동(銅; copper)은 전기 및 열의 양도체이기 때문에 전기 재료로 많이 사용되고, 내식성도 커서 다방면에 많이
사용된다. 용접에서는 열전도성이 크기 때문에 석면 등으로 보열(保熱)하거나 예열을 충분히 하며, 높은 전류를
사용해야 한다. 용접봉은 모재의 강도보다 큰 인청동, 규소망간동, 청동의 피복봉이 쓰인다. [7] magnesium과 그 합금의 용접 magnesium은 비중이 1.74 ~ 1.83으로서 aluminum의 1/1.5이며 절삭성, 고온가공성 및 용접성이 양호하다. magnesium과 그 합금의 용접성은 aluminum과 그 합금의 것과 비슷하고, 불활성 gas 용접의 이용이 많다. [8] titanium과 그 합금의 용접
titanium과 그 합금은 합금강과 같은 정도의 강도를 갖고 있으며, 비중이 약 4.5로서 강보다 30 ~ 40% 가볍고,
400 ~ 450℃의 고온에서도 강도의 저하가 거의 없다. 이 재료는 내식성과
내열성이 크기 때문에 항공기, missile 등 그밖의 용도가 광범위하다. titanium은 고순도에서는 연(軟)하나
불순물이 들어가면 단단하고 취성을 갖게 된다. |
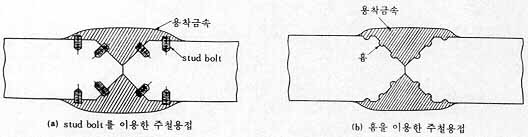 stud bolt와 groove가공을 이용한 주철의 용접
stud bolt와 groove가공을 이용한 주철의 용접
