[1-3] arc 용접장비 및 작업 (교과서 p.114)
(1) 용접장비:
전면에서 설명한 용접기 외에 다음과 같은 장비와 도구가 필요하다.
arc 용접장비 및 용구
☜
|
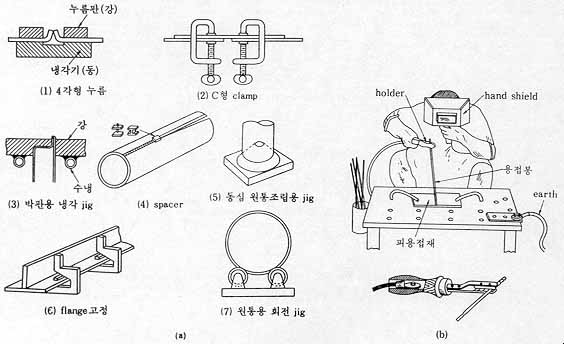
- 누름판: 용접중 모재의 움직임을 방지하기 위하여 무거운 중추를 모재위에 올려 놓는다.
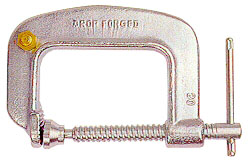
- clamp: 용접중 모재의 움직임을 보다 확실하게 방지하기 위하여 clamp로 고정한다.
 clamp
clamp
- 냉각기: 용접중 용접부 외의 모재가 열영향을 받지 않도록 열전도율이 큰 동(銅) block이나 수냉관을 이용하여 냉각시킨다.
- spacer: 용접이 진행되면서 용접부의 간격이 좁아지는 것을 감안하여 벌려 놓기 위해 spacer를 사용하며, 용접을 진행하면서
중간중간에 밀어 옮긴다.
- 동심 원통조립용 jig와 원통용 회전 jig: 원통을 용접할 때 작업자가 원통을 돌아가면서 용접하기가 불편하므로 원통을
회전시키면서 용접할 때 사용한다.
- flange 고정: 모재를 세워 지지하는 데 사용한다.
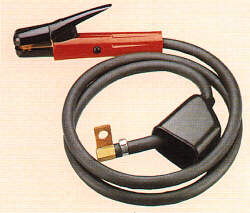
- 용접봉 holder: 용접봉의 피복이 없는 부분을 물고 용접을 진행하는 데 사용되며, 전류를 cable에서 용접봉으로 전하므로
감전사(感電死)나 전격(電擊)의 위험이 없도록 용접봉을 무는 부분을 제외한 다른 부분은 철저히 절연되어야 한다.
 용접봉 holder
용접봉 holder
|
|
- 접지 clamp(ground clamp, earth clamp): 모재에 용접기를 접속시키는 것으로서, 접점에서 저항열이 발생하지 않도록 접속이 확실하여야 한다.
 접지 clamp
접지 clamp
|
 접지 clamp
접지 clamp
|
- 전선(welding cable): 용접기에 사용하는 전선에는 전원에서 용접기에 연결하는 1차측의 전선과 용접기에서
피용접물까지의 2차측의 전선이 있다. 규격에 맞는 것을 사용해야 하며,
2차측의 전선은 유연성을 주기 위하여 수많은 가는 선으로 되어 있다.
 2차측 전선의 외관
2차측 전선의 외관
|
 2차측 전선이 가는 선의 모음으로 되어 있다.
2차측 전선이 가는 선의 모음으로 되어 있다.
|
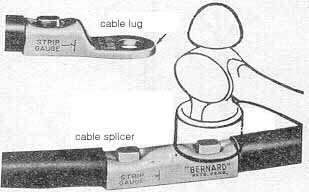
- cable lug 및 cable splicer: 그림과 같이 전선을 용접기 또는 전선의 연장에 사용되는 도구이다.
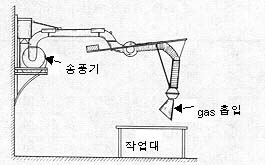
- 환기장치: arc 발생 부근에 hood를 설치하여 용접시 발생하는 gas를 빨아내야 한다. 특히 황동, 청동, 납합금 및 아연
도금판 등을 용접할 때에는 유해 gas에 유의해야 한다.
 환기장치
환기장치
☜
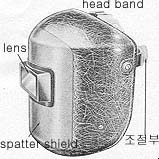
- helmet과 hand shield: 용접 arc에서 강열하게 나오는 유해 광선인 자외선(紫外線), 적외선(赤外線) 및 spatter로부터
눈, 얼굴, 머리 등을 보호하기 위해서 사용하는 차광 lens가 있는 가리개이다.
 helmet
helmet
|
 hand shield
hand shield
|
- 귀마개 및 방진 mask(ear muff, dust mask): 귀마개로서 소음을 차단하고,
mask를 사용하여 호흡기에 먼지가 들어가는 것을 막는다.
|
 ear muff
ear muff
|
 dust mask
dust mask
|
- 보호의(保護衣): 용접중에 spatter로부터 몸을 보호하기 위하여 착용하는 것으로서, 가죽 또는 석면 등으로 만든 앞치마,
팔 cover, 장갑, 발 cover 등이 있다.
- chipping hammer: 용접 후 slag를 쪼아 내는데 사용된다.

chiping hammer
|

chipping hammer
|

chipping hammer
|
- wire brush: chipping hammer로 쪼은 것을 털어내는데 사용한다.
wire brush
|
이들 외에 측정자 및 각도기 등이 필요하다.
(2) 용접작업:
용접재를 소정의 치수로 절단하여 홈(groove)가공을 하며, 용접부에 불순물이 있으면 제거한다.
모재가 두꺼워 다층(多層)용접을 할 때는 각 층마다 slag를 제거한 후에 다음 층의 용접을 시행한다.
고탄소강, 주철, 및 특수강처럼 국부적으로 가열하면 터지기 쉬운 것은 모재를 100 ~ 400℃ 정도로 예열하여 용접부와의
온도차를 줄인다.
용접순서는 잔류응력(殘留應力)과 변형의 방지, 공정수의 절감을 고려하여 정하며 모재의 재질, 두께, 형상과
용접자세에 따라 용접봉을 선택하고 용접 조건을 정한다.
(2-1) 용접방향:
용접 방향에 따라 용접을 분류하면 전방용접, 후방용접, 좌우용접 등이 있다.
- 전방용접: 용접선(bead) 또는 그 연장선상에 용접공의 몸을 두고 전방을 향하여 용접해 가는 방법이며,
하향용접뿐 아니라 수직용접과 상향용접에도 적용된다. 하향 및 상향용접에서는
용접봉을 용접선에 대하여 70~80°정도로 경사시키고, 수직용접에서는 용재(鎔滓)가 용착금속(熔着金屬)에
혼입될 염려가 있으므로 피하는 것이 좋다.
- 후방용접: 전자와 반대로 용접공을 향해서 용접하여 오는 방법이며, 장단점도 대체로 전자 것의 반대이다.
탄소전극봉에 주로 사용되는 방법이다.
- 좌우용접: 용접선에 대하여 평행한 위치에 몸을 두고 좌에서 우로 혹은 우에서 좌로 용접하는 방법으로서,
수평용접에 주로 채용되며 하향용접에도 잘 쓰인다. 그러나 상향용접에서는 홈(groove)이 잘 보이지
않기 때문에 불편하다.
(2-2) 운봉법(運棒法; weaving, beading):
운봉법에는 용접선(bead) 위를 직선으로 움직이는 방법, 용접선의 폭을 넓게 하고 용재의 부상(浮上)을 돕기 위해
용접선 방향과 직각 방향으로 움직이는 운봉법 등이 있다.
용접작업 시발점에서 용적(熔滴)이 누적되어 용접선이 과대해지거나 종점에서 crater가 생기지 않도록
유의해야 한다. 용접선의 폭이 너무 크면 운봉을 빨리 하고, 그 반대이면 느리게 한다.
arc가 중단되면 crater가 생기므로 보다 전방에서 arc를 발생시켜 후방으로 이동하면서 crater를 메우고
용접을 계속한다.
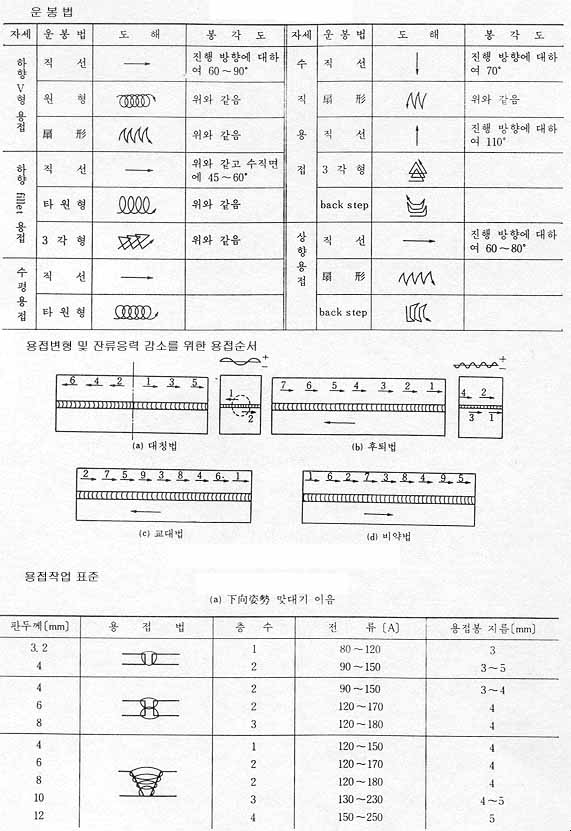 운봉법, 용접변형 감소법, 작업표준
운봉법, 용접변형 감소법, 작업표준
(2-3) 용접봉의 각도:
용접부의 조건에 따라 다르나 용접작업의 편리함과 용접효과를 높이기 위하여 적정한 용접봉의 각도가 있으며,
일반적으로 다음 그림의 값을 택하고 있다.
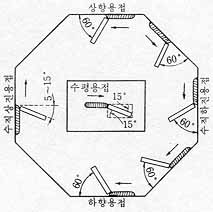 맞대기 용접에서 용접봉의 각도
맞대기 용접에서 용접봉의 각도
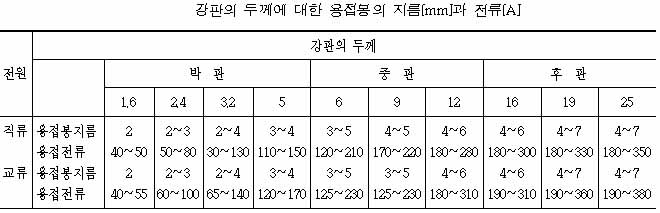
(2-4) 용접봉의 지름과 전류:
강의 용접조건은 나선(裸線) 3 ~ 6mm의 용접봉으로 하향용접할 때 전압이 15 ~ 25V이고, 피복봉에서는
20 ~ 28V 정도이다. 전류가 너무 크면 spatter가 많고
☞ undercut이
일어나기 쉽다. 전류가 너무 약하면 용접봉의 용융속도가 늦고 용적(熔滴)이 커져 모재에 옮겨져서
overlap이 생기고 용입(熔入)이 불량해진다.
arc의 길이는 심선(心線)의 지름과 같은 정도가 좋다. 너무 길면 arc가 불안정하고 산화와 질화의 가능성이 커진다.
[1-4] 용접부의 조직 및 성질
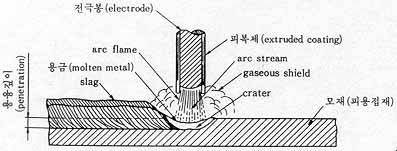
(1) arc의 구분:
arc는 아래 그림과 같이 3부분으로 나누어 볼 수 있다.
- arc 중심부 백열부분(白熱部分)은 금속 arc의 경우 3000℃ 정도이고, 탄소 arc의 경우 4000℃ 정도이다.
- arc 중심부 주위의 청색부분을 arc stream이라 한다.
- arc 중심부 주위의 황색부분을 arc flame이라 한다.
 arc 화염
arc 화염
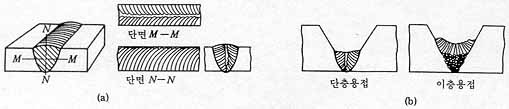
(2) 용융금속의 응고:
그림과 같이 용융금속이 응고할 때 용금의 접촉면에 직각 방향으로 결정이 성장하며, 용접의 진행 방향에 경사지게
주상(柱狀)을 이룬다. 1층 용접 bead에 다시 2층 용접을 하면 1층 bead의 금속은 고상동소변태점(固相同素變態點,
철에서는 910℃, 강에서는 730℃)을 지나 냉각되며, 이 때 하층(下層)의 bead 금속은 미세하게 된다.
 응고조직
응고조직
(3) 조직 및 성질:
융합부(融合部; fusion zone)에 인접한 부분은 용접열에 의하여 조직이 변하며, 이 부분을 열영향부(熱影響部; heat affected zone,
HAZ)라 하며, 뚜렷한 경계선은 없으나 편의상 용접부를 구분하면 아래 그림과 같다.
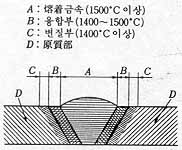
용접부 구분
☜
아래 그림은 강의 arc 혹은 gas 용접에서 나타나는 용접부의 온도와 조직을 보여 준다. 일반적으로 C는 저온측에서
고온측으로 이동하므로 융합부에서는 C가 많아지고, 융합부에 인접한 모재에서는 C가 적어지며, 융합부는 급랭에 의한
영향을 크게 받는다.
-
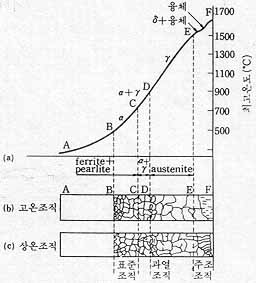 용접부의 온도와 조직
용접부의 온도와 조직
|