3 장 arc 용접(교과서 p.107)
-

☜
arc(電弧)란 용접봉과 모재 사이에 전압을 걸고 용접봉의 선단을 모재에 가볍게 접촉시켰다 떼는 순간 방전으로
강한 빛과 고열을 내는 원호 모양의 불꽃을 말하며, arc를 통하여 계속 큰 전류가 흐른다.
arc 용접은 용접봉과 모재사이에 발생하는 arc(電弧) 열에 의해 모재의 용접부를 용융시키고 용가재(熔加材; filler metal)의
용적(熔滴)이 용접부에 첨가되어 부품이 결합되는 융접이다. arc 용접에는 전극이 용가제의 역할을
겸하는 용극식 arc 용접(熔極式 arc 熔接, 소모식 arc 용접)과 전극은 탄소봉이고 용가재가 별도로 있는
비용극식 arc 용접(비소모식 arc 용접)이 있으며, 전원이 직류인 직류 arc 용접과 교류인 교류 arc 용접
등 다양한 용접법이 있다.
arc 용접의 전류는 50A ~ 300A 이며, 보통 10KW 이하가 사용된다.
탄소 arc에서는 4000℃ 정도, 금속 arc에서는 3000℃ 정도에 달하는 열을 낸다.
공기저항을 깨고 arc를 발생할 수 있는 개로전압(開路電壓)은 직류에서는 50 ~ 80V이고, 교류에서는 70 ~ 135V 정도이다.
[1] 피복 arc 용접(shielded metal arc welding)
전극과 용가재를 겸하는 피복금속용접봉(被覆金屬熔接棒)과 모재(母材; parent metal, base metal) 사이에서
발생하는 arc(電弧)의 열에 의한 용접으로서, 역사가 가장 깊은 용접법의 하나이며,이 용접을 stick welding
또는 stick rod welding, electrode welding 또는 coated electrode welding,
manual metal arc welding 이라고도 부른다.
피복 arc 용접은
- 장비가 단순하고, 저렴하며, 이동이 용이하다.
- 전극이 자체적으로 용제를 공급 및 제어한다.
- gas 용접보다 기류의 영향이 적다.
- 전방향(全方向)의 용접이 가능하다
의 장점 때문에 산업체 및 유지보수의 용접에서 50% 이상을 점유하고 있으나 다음과 같은 단점도 있다.
- undercut, 불완전 융합, 다공성, slag 혼입 및 균열 등과 같은 용접의 불연속을 초래하기 쉽다.
- arc blow, arc의 불안정, 과다한 spatter, 부정확한 용접 profile 및 거칠은 bead 등의 결과를 가져오기 쉽다.
일반적으로 arc 용접이라 하면, 용극식 피복 arc 용접을 의미하며 용접봉을 수시로 교체하여야 하기 때문에
수동용접(手動熔接)을 한다. 본서에서도 피복 arc 용접이 아닌 arc 용접, 즉 용가재에 피복이
되어 있지 않아서 용가재를 연속적으로 공급할 수 있는 arc 용접을
☞ 특수 arc 용접으로 분리하여
다음에 별도로 공부하기로 한다.
 arc 용접 장치와 용접을 보여준다.
arc 용접 장치와 용접을 보여준다.

|
 arc 용접을 한다.
arc 용접을 한다.
|
|
 수동 금속봉 arc 용접
수동 금속봉 arc 용접
|
[1-1] arc 용접기
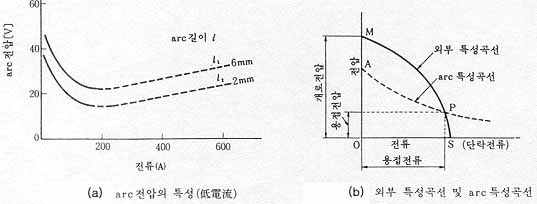
arc 용접기는 낮은 전압으로 대전류가 흐르게 설계되어 있으며, 일반적으로 Ohm 법칙인 E = I×R에
의하여 전기회로에서는 전류(I)를 크게 하면 전압(E)도 크게 되나, arc의 특성은 반대로 소전류의 범위에서는 전류의
증가에 따라 전압이 감소하며, 이를 부특성(負特性, 垂下特性; dropping characteristics)이라한다. arc 용접은 이 범위에서
행하여 지는 것이 보통이다.
그림(a)는 arc 전압의 특성이고, 그림(b)의 점선은 arc 길이를 일정하게 했을 때 전류와 전압의 관계로서 소전류에서는
부특성을 표시하고, 실선은 용접기의 외부 특성곡선을 표시한다. M 및 양 곡선의 교점 P에서 arc가 발생하나, 안정된 arc를
얻기 위하여는 P점과 같이 용접기의 외부 특성은 수하특성을 가져야 한다.
-
 arc 전압의 특성
arc 전압의 특성
(1) 직류 arc 용접기:
직류용접에서는 모재를 "+"로하는 정극성(正極性; straight polarity)과 모재를 "―"로 하는
역극성(逆極性; reverse polarity)이 있다. 전체 발열량의 60~75%가 양극측에서 발생한다.
따라서 정극에 두꺼운 모재를 연결하고, 얇은 모재나 녹기 쉬운 비철금속의 경우는 역극성으로 하는 것이 유리하다.
전류가 "+"극에서 "―"극으로 일정 방향으로 흐르기 때문에 arc가 안정되어 나선봉(裸線棒)으로도 용접할 수 있다.
그러나 arc가 너무 안정되면 arc가 길기 때문에 용입불량(熔入不良)이 생길 염려가 있으며, 전류가 한쪽 방향으로만
흐르기 때문에 arc 주위에 자력선이 형성되어 magnetic blow 현상을 가져오고, arc가 정해진 위치를 이탈하여
불량용접의 원인이 되는 수도 있으므로, 이 때에는 극을 바꿔 주는 방법으로 대처하여야 한다.
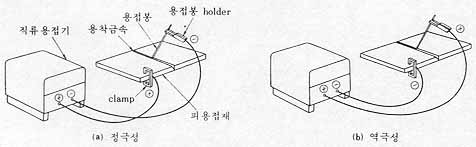 직류용접기의 극성
직류용접기의 극성
직류 arc 용접기에는 발전기식과 정류기식이 있으며, 그림은 발전기식 직류용접기로서 교류전동기에 직류발전기를
직결하여 용접전류를 얻는 용접기이다. 금속 arc 용접에서 전극이 용융함에 따라 arc 길이가 변하고 전기적 특성이
변하나 용접기의 구조가 이에 적응하도록 되어 있어 안정된 arc를 얻을 수 있다.
이 외에 gasoline 기관이나 diesel 기관 등으로 직류발전기를 구동시켜 직류를 얻는 용접기가 있으며, 전원이 없는
곳에서 이용하기에 편리하다.
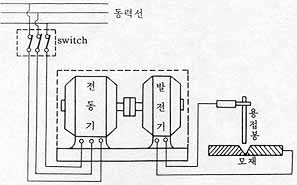 발전기식 직류용접기
발전기식 직류용접기
정류기식 직류 arc 용접기에 이용되는 정류기에는 selenium 정류기, silicon 정류기, germanium 정류기 등이 있다.
3상교류에서 반도체 정류기는 한쪽 방향으로는 전류를 잘 통하게 하고 다른 방향으로는 저항을 크게 하여 적은 전류만 통해도
온도를 상승시켜 발열 효과를 더욱 크게 할 수 있다. 회전 부분이 없으므로 무부하(無負荷) 손실이 적으며, 값도 싸고 수리가 쉬워
수동 arc 용접 및 다음에 특수용접에서 논할 TIG 용접, MIG 용접, CO₂용접 등에 널리 이용된다.
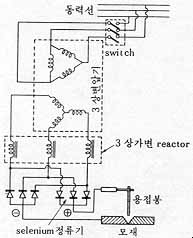 selenium 정류기식 직류용접기
selenium 정류기식 직류용접기
(2) 교류 arc 용접기:
교류용접기는 일종의 변압기로서 용접전류로 사용되는 2차 전류를 얻을 때 2차 전압이 떨어지도록 설계되어 있다.
구조에 의하여 교류용접기를 분류하면 가동철심형(可動鐵心形), 가동 coil 형(可動 coil 形),
가포화 reactor 형(可飽和 reactor 形) 등이 있다.
가동철심형 교류용접기는 용접에 적합한 낮은 전압, 큰 전류를 공급하도록 설계되었으며, 1차 coil은 교류전원에
연결하고 2차 coil은 70~100V의 낮은 전압으로 한다. 그림(a)에서와 같이 coil 전환 tap이 움직여 큰 범위의 전류를
조정할 수 있고, 가동철심으로 미세조정을 한다.
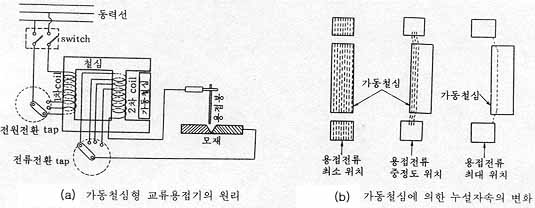 가동철심형 교류 arc 용접기의 원리
가동철심형 교류 arc 용접기의 원리
가동 coil 형 교류arc 용접기는 그림과 같이 1차 coil을 교류전원에 연결하고, 가동 handle로서 1차 coil을 이동시켜
2차 coil과의 거리를 조정하면 reactance가 변하여 필요한 2차 coil 측의 전류를 얻는 용접기이다.
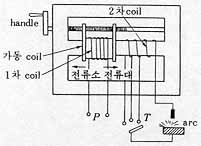 가동 coil 형 교류 arc 용접기의 원리
가동 coil 형 교류 arc 용접기의 원리
tap 전환형 교류 arc 용접기는 그림에서 전환 tap A와 B를 옮겨 전류를 조정하여야 하기 때문에 다소 불편하다.
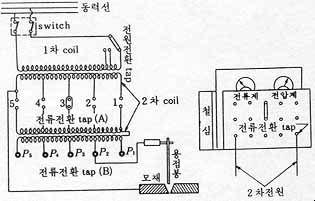 tap 전환형 교류 arc 용접기의 원리
tap 전환형 교류 arc 용접기의 원리
가포화 교류 arc 용접기는 그림과 같이 정전압(定電壓)의 변압기와 가포화 reactor를 조합한 것으로서
직류 여자(勵磁) coil을 가포화 reactor에 감아 놓았다.
전류조정을 직류 여자 전류의 증감에 의함으로 가동부가 필요 없으며, 원격 조정을 할 수 있어 편리하다.
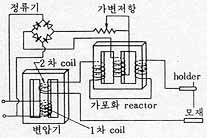 가포화 reactor 교류 arc 용접기의 원리
가포화 reactor 교류 arc 용접기의 원리
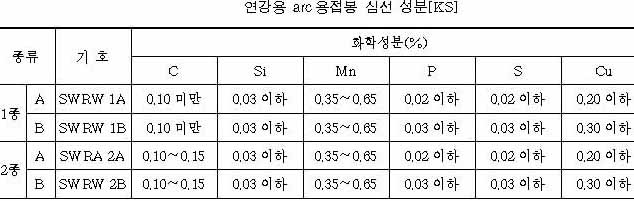
[1-2] arc 용접봉
(1) 심선(心線):
연강용 피복 arc 용접봉의 심선의 지름은 1.0, 1.4, 2.0, 2.6, 3.2, 4.0, 5.0, 6.0, 7.0, 8.0mm 등이 있으나, 3~6mm의
범위가 많이 사용된다.
심선의 재질은 모재가 주철, 특수강, 비철합금일 때에는 모재와 동일 재질의 심선이 많이 사용되나, 모재가 연강일 때에는
탄소가 비교적 적은 연강봉(軟鋼棒)이 사용된다. C를 적게 하여 용접온도를 높여 용입(熔入)을 양호하게 하고, 연성을 준다.
Mn은 탈산의 역할을 하나, 많으면 재질이 경화된다. P는
☞ 상온취성(常溫脆性)을
일으키고, S는 고온취성(高溫脆性)을 일으킨다.
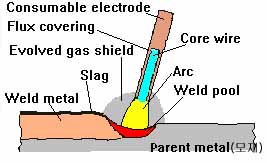
(2) 피복제(被覆劑):
arc 용접봉에는 용접조건에 따라 여러 가지 피복제가 사용되며, 대체로 피복제의 역할은 다음과 같다.
- arc 열에 의하여 피복제가 연소되면서 gas를 발생하여 용접부에 공기 중의 산소와 질소의 침입을 방지한다.
- 피복제 연소 gas의 ion화에 의하여 교류용접기에서 순간적으로 전류가 끊어졌을 때에도 arc를 계속 발생시켜
안정된 arc를 얻을 수 있다.
- slag를 형성하여 용접부의 급랭을 방지한다.
- 용착금속(熔着金屬)에 필요한 원소를 보충한다.
- 불순물과 친화력이 큰 성분을 사용하여 용착금속을 정련(精鍊)한다.
- 붕사, 산화티탄 등을 사용하여 용융금속의 유동성을 좋게한다.
- 발생 gas의 유속에 의한 저압으로 용적(熔滴)의 이동을 가속시킨다.
- 좁은 틈에서 작업할 때 절연작용(絶緣作用)을 한다.
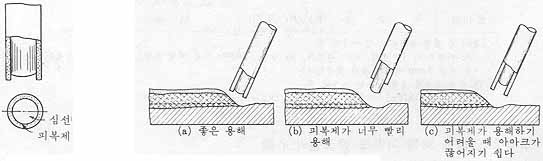 arc 용접중 피복상태
arc 용접중 피복상태
피복제에는 gas 발생식, slag 생성식, 반 gas 발생식 등이 있으며, 이들을 용도에 맞게 잘 혼합하여 물을 가하고
심선에 도포한다.
gas 발생식 피복제는 피복제의 연소에 의하여 발생하는 일산화탄소, 수소 및 탄산 gas와 같은 환원성(還元性) gas
혹은 불활성(不活性) gas를 발생하여 용접부를 덮어 공기의 악영향으로부터 보호한다. 이런 피복제에는
유기물이 많아 유기물식 용접봉이라고도 한다.
용접봉에서 arc가 세게 분출되므로 전류와 운봉법(運棒法)의 선정이 잘못되면
☞ undercut을
일으킬 염려도 있다. gas 발생식 피복제의 특징을 열거하면 다음과 같다.
- arc가 세게 분출되므로 arc가 안정된다.
- 모든 자세의 용접에 적합하다.
- 용접속도가 빨라 능률적이다.
- slag는 다공성(多孔性)이고 쉽게 부서져서 slag의 제거가 용이하다.
slag 생성식 피복제는 고온에서 slag를 많이 생성하는 것으로서, 용접부가 공기와 접촉하는 것을 차단하고,
slag가 용접부 위에 굳어져 용접부의 급랭을 방지한다. 피복제는 주로 무기물(無機物)로 되어 있기 때문에 이 피복제로
도포된 용접봉을 무기물식 용접봉이라고도 한다.
반 gas 발생식 피복제는 gas 발생식과 slag 생성식의 특징을 절충한 것으로서, slag 생성식에 환원성 gas나
불활성 gas를 발생하는 성분을 첨가한 것이다.
arc 용접봉 피복제의 성분에는 산화물(SiO₂, CaO,
Al2O3,
MgO, Fe2O₃, MnO₂), 규산염(Na2O₃,
Na2Si4O9),
탄산염(CaCO₃, MnCO₃,
NaHCO₃), 불화물(CaFe₂),
유기물, 붕산염(Na2B4O7
+ 10H2O), 규산철(Fe3Si), 망간철 등이 있고,
점착제에는 물유리, 아교, 고무, 해초, gelatin 등이 있으며, 섬유질이 있는 석면을 혼합하기도 한다.
용접봉의 종류는 KSD 7004의 규정에 따라 표시하는데, 표기된 각 위치는 다음의 의미를 갖는다.
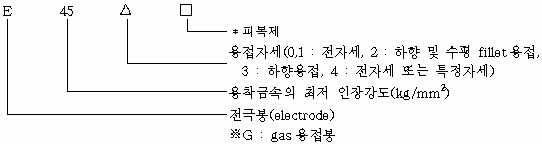
|