|
4 장 전기저항용접(교과서 p.130)
전기저항용접(電氣抵抗熔接; electric resistance welding)은 용접재를 서로 접촉시켜 적당한 압력을 주면서
통전(通電)함으로써 접촉저항 및 금속자체의 비저항에 의하여 발생하는 열로 가열되었을 때 압력을 가하여 접합하는 것이다.
전기저항용접에서는 arc 용접에 비하여 단시간에 많은 전류를 흐르게 하는 것이 필요하나, 용접온도는 arc 용접에서
보다 낮다. 전기저항용접기는 저전압, 대전류가 흐르도록 되어 있고, 가압장치 및 가압제어장치 등이 부설되어 있다.
Q: 발열량(cal), I: 전류(A), R: 전기저항(ohm), t: 시간(sec)라 하면
-
Q=0.24·I²·R·t
가 된다. 전극간의 전저항(全抵抗)은 다음과 같이 3부분으로 이루어져 있다.
- 용접물간의 접촉저항(Rc)
- 용접물의 비저항(Rm)
- 용접물과 전극간의 접촉저항(Re)
이 중 Rc는 고온에서 크나 곧 소실되고, 용접물의 저항 Rm은
온도 상승과 더불어 증가하며, Re는 온도가 상승하면 급격히 감소한다.
일반적으로 전기저항이 크고, 열전도도가 낮으며, 용융점이 낮고, 소성구역의 온도범위가 큰 재료가
전기저항용접이 쉽다. 열전도도가 상대적으로 큰 재료에서는 보다 많은 전류를 단시간에 흐르게
하여야 한다.
전극의 재질은 전기와 열전도도가 크고 고온에서 기계적 내구성이 있어야 하며, 동이 많이 사용된다.
동은 처음 접촉저항에 의하여 Re가 크나, 온도 상승과 더불어 감소하며
열전도도가 좋아 쉽게 방열되어 전극이 과열되지 않기 때문이다.
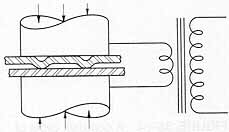
이 용접기는 교류전원에 저전압(低電壓, 1 ~ 10V), 강전류(强電流, 100 ~ 100000A)의 전력을 얻는 변압기이다.
전기저항용접은 이음형식에 따라 다음과 같이 분류할 수 있다.
- 맞대기 용접(butt welding)
- upset 맞대기 용접(upset butt welding)
- flash 맞대기 용접(flash butt welding)
- 겹치기 용접(lap welding)
- 점용접(spot welding)
- seam 용접(seam welding)
- projection 용접(projection welding)
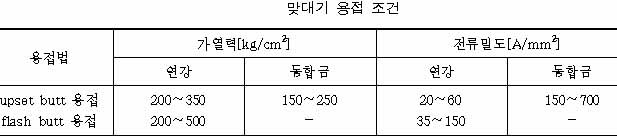
[1] 맞대기 저항용접
☜
맞대기 저항용접은 금속봉, 선, 판 등의 단면(端面)을 맞대고 접합하는 방법이다. 맞대기 저항용접에는 모재를 압력으로 접촉시키고
대전류를 주어 저항열로 가열되었을 때 다시 가압하여 접합하는 upset 맞대기 용접과 적당한 거리로 벌려 놓은 상태에서
대전류를 주어 flash를 발생시키고 접근시켜 접촉 압력을 점차로 증가시키면 저항열에 의하여 가열되고 용접이 완료되는
flash 맞대기 용접이 있다.
-
upset 용접상태
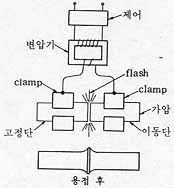
(1) upset 맞대기 용접(upset butt welding):
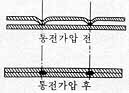
upset 맞대기 저항용접은 그림과 같이 모재의 단면을 접촉시켜 가압하고 통전(通電)하면
접촉저항과 고유저항열에 의하여 압접온도에 달할 때 추가 압력을 가하여 접합하고
전류를 차단하여 용접을 완료하는 용접으로서, 고상압접(固相壓接)에 속하며, 접합온도는 융점 이하이고 가압력을 크게 하면
적용온도를 낮게할 수 있다. 그러나 가압력에도 한계가 있기 때문에 단면이 너무 큰 것의 용접은 곤란하다.
가압력으로는 수압, 유압, 공기압 등을 이용하고, 변압기는 보통 1차권선수(1次捲線數)를 변화시켜 2차전류를 조정한다.
upset 맞대기 용접의 특징은
- 접합면 사이에 산화물 등의 불순물이 잔류하기 쉽다.
- 다음에 취급하는 flash 맞대기 용접에 비하여 용접 속도가 늦다.
 upset 맞대기 용접기의 원리
upset 맞대기 용접기의 원리
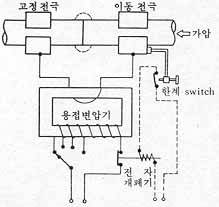
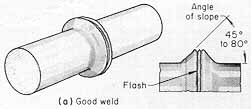
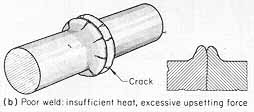
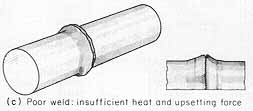
(2) flash 맞대기 용접(flash butt welding):
그림과 같이 모재를 서서히 접근시켜 통전하여 단면의 국부적 돌기에 전류가 집중되어
flash(불꽃)가 발생하고 비산한다. 더욱 접근하여 접촉시키면 나머지 부분에서도 flash가
계속 발생되면서 접합된 용융금속이 밖으로 밀려 나오며 미용융부(未熔融部)가
upset 맞대기 용접에서와 같은 방식으로 접합된다.
upset 맞대기 용접에 비교한 이 용접법의 특징은 다음과 같다.
- 가열 범위가 좁아 열영향부가 적다.
- 접합면에 산화물이 잔류하지 않는다.
- 열이 능률적으로 집중 발생하므로 용접 속도가 크고, 소비 전력이 적다.
- 이질재료(異質材料)의 용접이 가능하다.
 flash 맞대기 용접기의 원리
flash 맞대기 용접기의 원리
[2] 겹치기 저항용접
-
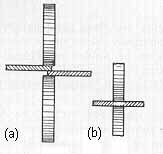
(1) 점용접(spot welding):

-
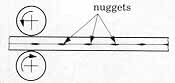
그림과 같이 판의 점접합을 행하는 용접으로서, 두 전극간에 2매의 판을 겹쳐서 넣고 가압하면서
통전하여 발생하는 저항열에 의한 융접(融接) 이며, 이 융합부를 nugget이라 한다.
1mm 두께의 연강판에 대하여 가압력 75~225kg, 전류 5600~8800A, 통전시간 0.17~0.6sec 이다.
전극은 통전 역할뿐 아니라 압력을 가하고, 냉각 효과를 주어야 하므로 전기 및 열전도성이 양호하며, 경도가 큰
특수 동합금을 이용한다. 극이 클 때에는 그림(b)와 같이 수냉을 행한다.
용접점 간의 거리인 pitch가 너무 작으면 전류가 흘러 용접이 불량하며, 연강에서는 두께 1mm에 대하여 최소 pitch 18mm
정도이다. 보다 두꺼운 재료에 대해서는 판의 두께에 비례하여 pitch를 크게 한다.
아래의 예는 단극식(單極式)이며, 1회의 조작으로 다수의 점을 용접할 수 있는 다극식(多極式)도 있다.
 spot 용접을 한다.
spot 용접을 한다.

|
 robot에 의한 spot welding을 보여준다.
robot에 의한 spot welding을 보여준다.
|
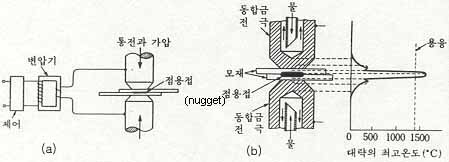 점용접기의 원리
점용접기의 원리
|
 점용접부(nugget)
점용접부(nugget)
|
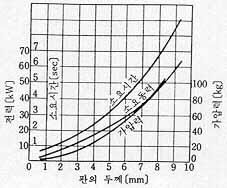 점용접에서 저탄소강판의 두께에 대한 동력, 가압력, 가압시간
점용접에서 저탄소강판의 두께에 대한 동력, 가압력, 가압시간

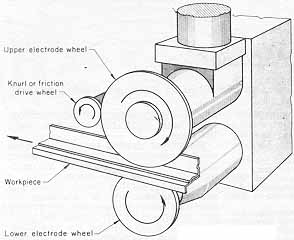
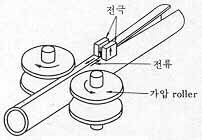
(2) seam 용접(seam welding):
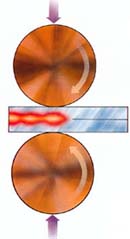
그림과 같이 원판 전극을 사용하여 용접전류를 공급하면서 가압 회전시켜 점용접을 연속적으로 행하면 선용접인
seam 용접이 되며, 액체의 누설(漏泄)를 막고, 기체의 기밀(氣密)을 요하는 용기 및 관 등의 용접에 이용된다.
seam 용접에 공급되는 전류의 일부는 이미 용접된 인접 용접부로 흘러 손실되고,
일부는 원판 전극 사이에 흐르므로 대전류를 요한다.
통전법에는 단속통전법(斷續通電法), 연속통전법 또는 맥동통전법(脈動通電法)을 채용하나,
대전류를 연속적으로 공급하면 열량이 과대하여 용접부 전체를 용융시키므로
단속적인 통전을 하는 경우가 많다.
강의 경우에는 (통전시간) : (휴지시간)=1 : 1,
경합금(輕合金)의 경우에는 (통전시간) : (휴지시간)=1 : 3 정도이다.
seam 용접의 전류는 점용접의 1.5 ~ 2배 정도이며, 가압력은 1.2~1.6배 정도이다.
전극의 내부 또는 외부를 수냉하여 전극이 과열되는 상태를 피한다.
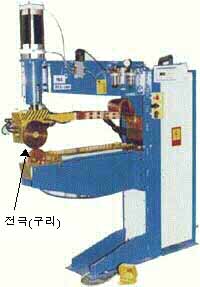 ☜ ☜
seam 용접기
|
|
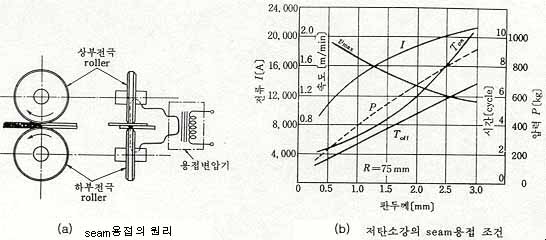
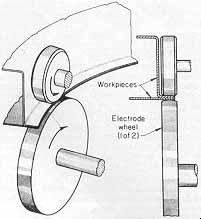
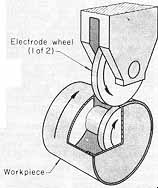
seam 용접의 원리와 조건
|
seam 용접에는 아래 그림(A)와 같은 simple lap seam 용접, 그림(B)와 같이 판두께의 1/2 정도를
포개고 가압하면 맞대기 용접한 것과 같이 되는 mash seam 용접, 그림(C)와 같이 판의 끝을
맞대고 가압하는 butt seam 용접 등이 있다.
그림(D)에서와 같이 단속기간을 크게하여 nugget의 간격이 벌어질 때의 용접을
roll spot 용접(roll spot welding)이라 한다.
(A) simple lap seam welding
(B) mash seam welding
|
(C) pipe의 butt seam welding
|
(D) roll spot welding
|
(3) projection 용접(projection welding):
금속판의 한쪽 또는 양쪽에 돌기부를 만들고 가압하면서 통전하면 돌기부에 전류가 집중되어
용접온도에 달할 때 가압력을 증가시키면 일시에 다점(多點) 용접을 할 수 있는 용접이다.
두꺼운 판과 얇은 판을 겹쳐 용접할 때에는 두꺼운 판에 돌기(projection)를 가공하고,
동기지의 전극은 편평하다.
돌기 높이는 대체로 판두께의 1/3 정도이며, 용접전류는 1mm 두께의 연강판에 대하여 8000A,
가압력은 250kg, 용접시간은 1/3 sec 정도이다. 이 용접의 특징을 정리하면 다음과 같다.
- 판재의 두께가 다른 것도 용접할 수 있다(두꺼운 판에 projection을 가공).
- 열전도율이 다른 금속의 용접이 가능하다(열전도율이 큰 판에 projection을 가공).
- pitch가 작은 용접이 가능하다.
- 전류와 가압력이 각 점에 균일하므로 용접의 신뢰도가 높다.
- 작업속도가 빠르다.
 projection 용접기
projection 용접기
|
(a) projection 용접의 원리
|
 ☜ ☜
(b) projection 용접 전후
|
|
 (이동용)spot 용접 gun
(이동용)spot 용접 gun