| 6 장
납접(교과서 p.149)
☜
납접은 모재의 용융온도보다 낮은 땜납(solder)을 용가재(熔加材; filler metal)로 사용하는 용접이며, 땜납은 용융온도에
따라 대체로 450℃ 이하인 연납(軟납; soft solder)과 450℃ 이상인 경납(硬납; hard solder)으로 분류하고,
미국에서는 427℃를 기준으로 택한다.
납접의 장·단점을 들면 다음과 같다.
- 장점
- 거의 모든 금속을 납접할 수 있다.
- 융점이 다른 이종금속을 납접할 수 있다.
- 가열온도가 낮기 때문에 접합시간이 짧고, energy 소비가 적으며, 열영향의 정도와 범위가 적다.
- 자동화가 용이하다.
- 접합부를 재가열하여 납을 용융시키면 접합부의 분리가 가능하다.
- 단점
- 용가재인 납의 강도가 모재의 것보다 낮기 때문에 접합강도가 낮다.
- 가열에 의하여 접합부가 약화되거나 파손되는 경우가 있다.
-
[1] 연납접(soldering)
-
연납(soft solder)에는
- Sn-Pb 계: 사용범위가 가장 넓고 연납의 대표적인 것이다.
- Sn 계: Sn-Au 계, Sn-Ag 계, Sn-Sb 계 등이 있으며, 주로 반도체의 저온 납접에 사용된다.
- Pb 계: Pb에 소량의 Ag, Sn 등을 첨가한 것으로서 고온연납이다.
- Au 계: Si, Ge 반도체 및 Si chip과 기판의 납접에 사용된다.
등이 있으며, 저온에서 용이하게 납접을 할 수 있는 용가재이나, 기계적
강도가 낮다.
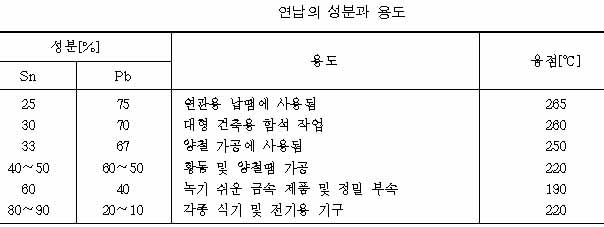
Sn-Pb 계의 연납에서 Sn의 양이 Pb보다 많은 납을 상납(上납)이라 하고, 아래 표는 Sn-Pb 계의 성분과 용도를 예시한 것이다. 얇거나
가느다란 강, 동, nickel 등의 판재 및 선재의 접합에 사용된다. 주철, stainless 강 및 Cr 도금판은 연납접을 할
수 없다.
연납은 강도가 낮기 때문에 큰 접합강도를 요하지 않는 전기부품의 결선 또는 수밀(水密) 및 기밀(氣密)을 요하면서
큰 강도를 필요로 하지 않는 곳의 접합에 많이 사용된다. 연납의 강도가 낮기 때문에 아래 그림과 같이
겹치기 납접을 하거나 기계적으로 물린 상태에서 납접는 경우가 많다.
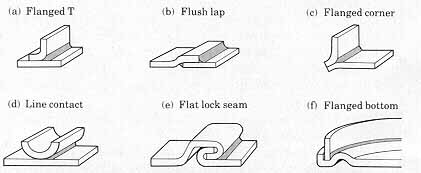 lap soldering
lap soldering
모재의 산화막 등의 불순물을 제거하기 위하여 HCl,
NH4Cl, ZnCl2,
H3PO4 등의 용제를 선재의 내부에 넣은 상태와
paste 형태로 사용한다.
연납접 작업은 접합부를 wire brush, 사포(砂布) 등으로 불순물을 제거하고 용제(溶劑; flux)를 사용하여 청소한 다음 목탄(木炭)이나
torch 등으로 가열한 납땜 인두(soldering iron) 또는 전기인두로 납을 접합면에 대고 문질러 접합하며, 접합 후
표면에 묻은 용제를 제거하여 용제에 의한 부식을 방지한다. 제품의 형상 및 접합부의 위치때문에 인두를
사용할 수 없을 때에는 침지법(浸漬法) 또는 화염법(火焰法)을 이용한다.
침지법(浸漬法): 제품을 전부 또는 일부를 납의 용융점보다 20 ~ 30℃ 높은 납욕(lead bath)에 담구어 수 초 내에
접합한다. 담구기 전에 접합부에 용제를 발라 납욕에서 납이 붙도록 한다.
화염법(火焰法): 접합할 부분에 용제를 바르고 제품을 가열판 위에 놓아 torch 등으로
가열판을 가열하면서 분말상의 납을 공급하여 접합한다.
|
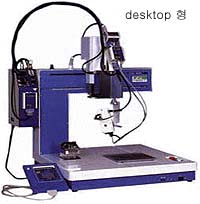 soldering robot
soldering robot
|
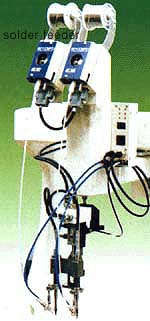 soldering robot의 twin head
soldering robot의 twin head
|
-
[2] 경납접(brazing)
-
경납(hard solder, brazing filler metal)에는 은납, 황동납, 양은납, 금납, 백금납, aluminum 납, 철납 등이 있으며, 이들의
성분과 용도는 다음과 같다.
- 은납(silver solder): 황동에 Ag를 6 ~ 10% 정도 가한 것이며 황동, 동, 연강의 땜에 사용된다.
Ag를 가하면 유동성이 양호하고 강도가 커진다.
- 황동납(brass solder): Cu가 40 ~ 50%, 나머지가 Zn이며, 황동, 강, 동의 땜에 사용된다.
- 양은납(German silver solder): 황동에 Ni를 8 ~ 12% 가한 것이며, 동 및 강의 땜에 사용된다.
- 금납(gold solder): Au-Ag-Cu의 합금이며, 금과 은의 땜에 사용된다.
- 백금납(platinum solder): Ag-Au의 합금으로, 내열 및 내식성 등이 우수하며 전자부품, 항공기 및 백금의 땜에 사용된다.
- aluminum 납(aluminum solder): Al-Mg-Zn의 합금이며, Al 금속의 땜에 사용된다.
- 철납(iron solder): 철분, 붕사, 붕산 등의 혼합물이며, 사용온도는
1150oC 정도이다.
용제로서는 붕사 등을 물로 반죽하여 도포하거나 경납을 접합부상에 놓고 입상(粒狀)의 용제를
살포하여 산화막을 제거한다. 대표적인 용제에는 LiCl, NaCl, KCl, ZnCl₂등이 있다.
경납과 모재의 가열에는 gas burner, torch,
☞ 노(중유로, 전기저항로, 고주파로)를
사용하며, 아래 그림은 bite tip을 몸체(shank)에 경납접하는 예로서 노에 넣어 경납을 용융시킨 후에 유중(油中)에서
냉각시킨다.
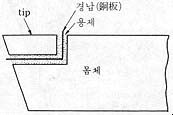 bite의 경납접
bite의 경납접
|
 경납
경납
|
|
 soldering kit
soldering kit
 solder and flux
solder and flux