![]()
![]()
| 3 �� �� �� �� �� |
|---|
|
[3] �������� �� (������ p.260)
[3-1] die�� punch press�� ����� ���� �����۾����� �ܼ���(Ӥ����) die, ����(����) die �Ǵ� ������(������) die�� ����Ѵ�.
�ܼ��� die�� punch�� 1ȸ �ϰ��� �� ���� ���������Ͽ� �� ȸ�� ������ ���� �ҿ��� ������ ��� ��(die)�̴�.
���� die�� punch�� 1ȸ �ϰ����� �ҿ��� ������ ��� ��(die)���μ�, ���� punch�� 1ȸ �ϰ����� 2�� �̻��� ���������ȴ�.
������ die�� punch�� �ϰ����� �ٸ� ���������� ���ÿ� �̷������ ��(die)�̴�.
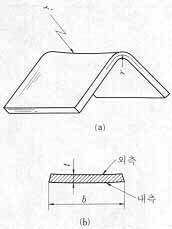
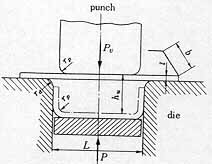
��(��; plate)�� ���� �� ���� ���� ���� ������ ��������, ������ ���������� �ް�, ������ ���� �ʴ� �߸���(��ء��)��
��ġ�� �ǵβ��� �߾ӿ��� �������� �̵��ϸ�, ���������� ���������� �����ϰ� ���������� ��â�Ѵ�.
���������� r�� �۰ų�, �� b<(5~6)��t�� ��쿡�� �� ��ü�� ���� �����, r�� ũ�ų� ������ b�� Ŭ ������ ���(�Ӯ)��
�Ϻθ��� �ְ� �ȴ�. �Ʒ� ���� ���� ������������ ���� �� �Ϻ� ź�������� �����Ǵ� �Ǵ� ���� �� springback �̶� �Ѵ�. V ���������� springback�� ���� �������� ���̳�, U ���������� �������ǿ� ���� ���� �Ǵ� �������� �ȴ�. springback ���� ���� ����, �β� �� �������ǿ� ���� �ٸ��� springback�� �������� ������ ��ǰ�� �������. �̰��� �۰� �Ϸ��� ���� �������� �۰� �ϰ� ��� press���� �� press�ν� ��ð� �����ϴ� ���� �����ϴ�. Ư�� U �������� punch �� �������� ũ�� ������ ũ�� �������� springback�� �����, punch �� �������� �۰� die �� �������� Ŭ ������ springback�� �������� �����.
[3-1] �������
|


 �ܼ���
�ܼ���
 ����
����
 ������
������
 ���� ���� �� ������ ����
���� ���� �� ������ ����
 V ����, U ������ springback
V ����, U ������ springback
 90o V ������ ����� �� ���� ��
90o V ������ ����� �� ���� ��
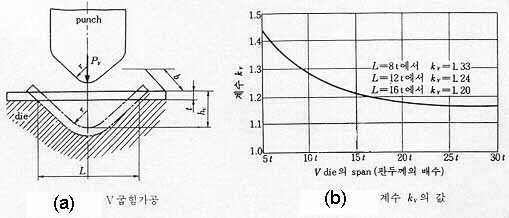
 V ���� ��������
V ���� ��������
 U �������� springback�� ��ó�ϴ� ���
U �������� springback�� ��ó�ϴ� ���
 U ��������
U ��������