![]()
![]()
| 3 Цэ Мв МК АЁ Ај | ||||||||
|---|---|---|---|---|---|---|---|---|
|
[2] РќДмАЁАј(юђгЈЪЅЭя)(БГАњМ p.254)
[2-1] dieПЭ punch
press АЁАјПЁМ КИХы ЧЯЧќ(љЛњў)РЛ die, ЛѓЧќ(пОњў)РЛ punchЖѓ ЧЯГЊ, ЖЇЗЮДТ ЛѓЧќРЬ dieРЬАэ ЧЯЧќРЬ punchРЮ АцПьЕЕ РжДй.
dieПЭ punchРЧ ЧќЛѓ Йз РчСњРЧ МБХУРК АЁАјСЖАЧПЁ РћЧеЧЯЕЕЗЯ ЧЯПЉОп ЧЯИч, pressПЁ ЛчПыЕЧДТ dieДТ ПыЕЕПЁ ЕћЖѓ
РЬ РжРИГЊ, ПЉБтПЁМДТ РќДмПы dieИИРЛ УыБоЧЯИч РќДмПы dieИІ РлЕПЙцЙ§ПЁ ЕћЖѓ КаЗљЧЯИщ ДйРНАњ ААДй.
(1)ДмНФ die(гЄув die; single operation die):
БзИВАњ ААРЬ 1ШИРЧ РќДмИИРИЗЮ blankИІ ОђДТ dieЗЮМ АЁРх АЃДмЧЯАэ ШчШї ЛчПыЕШДй.
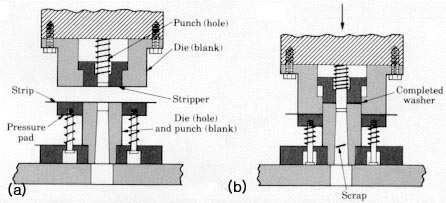
(2) КЙНФ die(ммув die; compound die):
БзИВАњ ААРЬ ЕПРЯ АЁАјРчПЁ ДыЧЯПЉ pressРЧ ДмРЯ ЧрСЄРИЗЮМ
ХИЙп(blanking) Йз ХИАј(punching)РЛ ЕПНУПЁ ЧЯДТ dieРЬДй.
(3) ДйДм die(в§гЋ die; follow die):
МвРчАЁ АЂ ЧрСЄПЁМ ДйРН stationРИЗЮ РЬЕПЕЪПЁ ЕћЖѓ АЁАјРЬ
ПЯМКЕЧОю АЁДТ dieЗЮМ, КЛПЙПЁМДТ УГРН stationПЁМ ПјЧќХИАјЕЧАэ stripРЬ СТУјРИЗЮ РЬЕПЕЧОю ДйРН stationПЁМ
pilotРЬ БИИлПЁ ЕщОюАЃ ШФ ХИЙп punchАЁ ЧЯАЧЯПЉ ХИЙпЧЯАэ blankИІ ОђДТДй.
(4) ДйП die(в§цъ die; multiple die):
pressРЧ 1ШИ ЧрСЄПЁМ 2АГ РЬЛѓРЧ АЁАјЙАРЛ ОђДТ dieЗЮМ, РЬЕщРЬ МЗЮ
АќЗУЕШ АЭРЯ МіЕЕ РжАэ, АќЗУРЬ ОјРЛ МіЕЕ РжРИИч, ЖЇЗЮДТ ЕПРЯАЁАјРЬ РЬЗяСњ МіЕЕ РжДй. РЬЖЇ punch ГєРЬПЁ ТїРЬИІ
ЕЮОю УцАнАњ МвРНРЛ РћАд ЧбДй.
[2-2] РќДмБтБИ
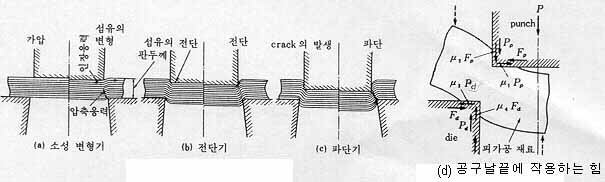
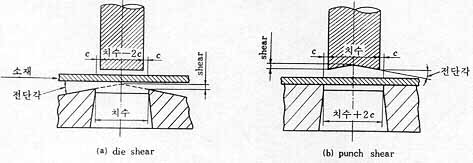
БзИВАњ ААРЬ punchАЁ die РЇРЧ МвРчИІ АЁОаЧЯИщ МвРчДТ ИеРњ ХКМККЏЧќРЛ АХУФ МвМККЏЧќРЛ ЧЯАэ, РќДм АњСЄРЛ АХУФ ЦФДмЕШДй.
Ся МвРч ЧЅИщРК РЮРхРРЗТРЛ ЙоРИИч, Бз РРЗТРК punchПЭ dieРЧ edge КЮБйПЁ С§СпЕЧАэ, АЁАјРЬ СјЧрЕЪПЁ ЕћЖѓ МвРчРЧ
ХКМКЧбАшИІ ГбОю МвМККЏЧќПЁ ЕщОюАЁ МвРчИІ ОаУрЧбДй.
ОЦЗЁ БзИВ (a)ДТ punchПЭ dieРЧ АЂКЮ ИэФЊРЛ КИПЉСжИч, punchПЭ die ЛчРЬПЁ ОюДР СЄЕЕРЧ АЃБиРЬ ЧЪПфЧЯДй.
АЃБиРЬ ГЪЙЋ ХЉИщ МвРчАЁ БСШћРЛ ЙоАэ, ГЪЙЋ РћРИИщ РќДмПЁ ЧЪПфЧб punch ЗТРЬ БоСѕЧбДй. РЬ АЃБиРК АЁАјЙАРЧ РчСњ Йз
punchПЭ dieРЧ ЛѓХТПЁ ЕћЖѓ ДйИЃАэ, БзИВ (b)ДТ ОюДР СЖАЧПЁМ МвРч ЕЮВВПЁ ДыЧб punchПЭ dieРЧ РћСЄЧб АЃБиРЧ ПЙРЬДй.
ОЦЗЁ ЧЅДТ АЂ РчЗсПЁ ДыЧб РќДмАЕЕРЧ ПЙРЬАэ, РНФПЁМ k АЊРК АЁАјСЖАЧПЁ ЕћЖѓ ДйИЃИч, edgeАЁ ИЖИ№ЕШ ЛѓХТПЁМДТ
15% СЄЕЕ СѕАЁЧбДй.
[2-3] РќДмАЁАјЙцНФ
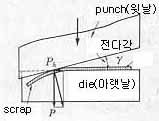
(1) ХИЙпАњ ХИАј(ішкћАњ ішЭю; blanking and punching):
blankingАњ punchingРК МвРчПЁ РќДмРРЗТРЛ ЙпЛ§НУФб МвСЄРЧ ЧќЛѓ Йз ФЁМіЗЮ Р§ДмЧЯДТ АЁАјРИЗЮМ, blankingРК
ЦѓАюРБАћ(јЭЭиыЬЮЉ)РЛ ЛЬОЦГЛДТ АЁАјРЬИч, РЬЖЇ Р§ДмЕШ ЦѓАюРБАћСІЧАРЛ blankЖѓ ЧЯАэ ГВРК КЮКаРЬ scrapРЬДй.
punchПЭ die ЛчРЬПЁ ПЉРЏ АЃБиРЬ РжОюОп ЧЯИч, punchПЁ scrapРЬ ГЂПіСЎ ПУЖѓПРСі ОЪЕЕЗЯ stripperАЁ МГФЁЕЧОю
РжОюОп ЧбДй. blankingПЁМДТ БзИВ (a)ПЁМПЭ ААРЬ dieИІ МвСЄ ФЁМіЗЮ ЧЯАэ, shearЕЕ dieПЁ ЕЮОюОп ЧбДй.
punchingРК blankingАњ ДоИЎ БИИл ЖеРЮ ЦЧРЬ СІЧАРЬ ЕЧДТ АЁАјРЬИч, punchИІ МвСЄ ФЁМіЗЮ ЧЯАэ, shearИІ
punchПЁ ЕаДй.
(2) РчДм(юЎгЈ; shearing):
press АЁАјПы МвРчИІ СїМБРИЗЮ РкИЃАХГЊ press АЁАјПЁ МгЧЯСіДТ ОЪРИГЊ ПјЧќРќДмБт(circle shearing machine)
ЖЧДТ
Ђб nibbling machineРЛ
ЛчПыЧЯПЉ ПјЧќ(ъћЁ)РЬГЊ РЬЧќ(ьЖћЁ)РЧ МвРчИІ РпЖѓГЛДТ АЭРЛ РчДмРЬЖѓ ЧЯИч, ДыАГ
punchПЁ shearИІ ЕаДй. РЬДТ Р§Дм КаИЎЕЧДТ КЮКа(scrap)РЬ shear АЂПЁ РЧЧЯПЉ bending ЕЧБт ЖЇЙЎРЬДй.
(3) notching ЖЧДТ slotting:
РчДм(юЎгЈ)РК ЧбТЪ ГЁПЁМ ДйИЅ ГЁБюСі ПЯРќШї КаИЎ Р§ДмЕЧГЊ notchingПЁМДТ ЧбТЪ ГЁПЁМ НУРлЧЯПЉ
ААРК ТЪРИЗЮ АГЙц(ЫвлЏ)ЕЧДТ РБАћР§ДмРЬДй.
(4) shaving:
РќДмИщ ЖЧДТ drawing СІЧАРЧ УјИщРЛ punchПЭ dieРЧ АЃБиРЛ РлАд ЧЯПЉ БяОЦГПРИЗЮНс
ЙЬЗСЧЯАэ СЄШЎЧб ФЁМіАЁ ЕЧАд ЧЯДТ АЁАјРЬИч, 2Тї АЁАјПЁ МгЧбДй.
(5) trimming:
punchПЭ dieЗЮНс
Ђб drawing СІЧАРЧ
flangeИІ МвПф ЧќЛѓАњ ФЁМіЗЮ РпЖѓГЛДТ АЁАјРИЗЮМ, 2Тї АЁАјРЬДй.
(6) КаДм(нТгЈ; parting):
СІЧАРЛ КаИЎЧЯДТ АЁАјРИЗЮМ, РќДмПЁ РЧЧб АЭАњ chipРЛ ЙпЛ§ЧЯДТ Р§ЛшПЁ РЧЧб АЭРЬ РжДй. СІЧАПЁ bendingРЬ
Л§БтЙЧЗЮ punchПЭ dieПЁ shearИІ Еб Мі ОјАэ, КЏЧќАњ ЦЂОюПРИЇРЛ ЙцСіЧЯБт РЇЧЯПЉ АЗТЧб holderИІ МГФЁЧЯПЉОп
ЧЯИч, КаДмРК 2Тї АЁАјПЁ МгЧбДй.
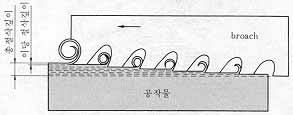
(7) broaching:
Ђб broachingРК
Р§ЛшАЁАјПЁ МгЧЯГЊ КИХы pressИІ ЛчПыЧЯИч ЦЧРчИІ АуУФ ГѕАэ БИИлРЧ ШЎДыАЁАј ЕюПЁ ЛчПыЕШДй.
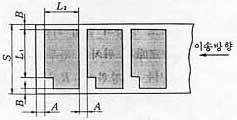
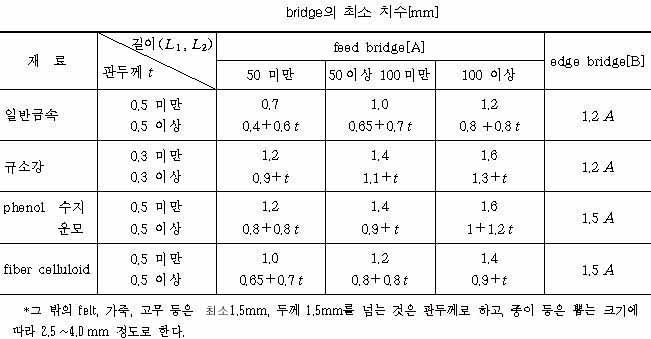
(8) bridge:
МвРчРЧ РЬПыЗќРЛ ГєРЬБт РЇЧиМДТ blankРЧ ПмУј АЃАнРЬГЊ blank АЃРЧ АЃАнРЛ РлАд ЧЯДТ АЭРЬ ССДй.
БзЗЏГЊ АЃАнРЬ ГЪЙЋ РлРИИщ АЁАјЧв ЖЇ МвРчАЁ punchПЭ die ЛчРЬПЁ ВјЗС ЕщОюАЁАд ЕЧОю ЧЯСпРЬ БоСѕЧЯАэ
КвЗЎЧАРЬ ЕЧДТ МіАЁ РжРИЙЧЗЮ УжМвЧбРЧ ПЉРЏДТ ЕЮОюОп ЧбДй. РЬЖЇРЧ ПЉРЏИІ bridgeЖѓ ЧбДй.
|
 ДмНФ die
ДмНФ die
 КЙНФ die
КЙНФ die
 ДйДм die
ДйДм die



 trimming
trimming
 broachingРЧ СЄРЧ
broachingРЧ СЄРЧ