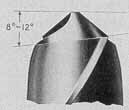
(1-1) drill (drill bit)РЧ СОЗљ:
drillРЛ ЧќХТПЭ ЛчПы ИёРћПЁ ЕћЖѓ КаЗљЧЯИщ ДйРНАњ ААДй.
 Ђа
Ђа
drillРЧ СОЗљ
|

drill set
|
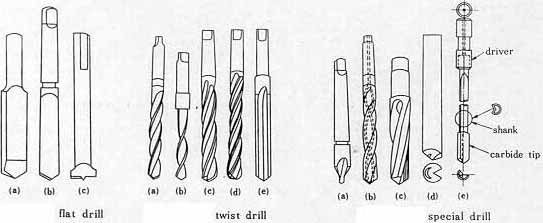
- Цђ drill(flat drill): СжЗЮ ИёРчАЁАјПЁ ЛчПыЕЧИч ДмСЖ СІРлЧбДй.
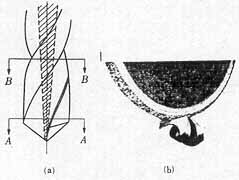
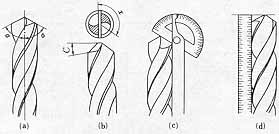
- twist drill
- КИХы twist drill(ordinary twist drill)(a)
- flat twist drill(b)
- 3 edge twist drill(c)
- 4 edge twist drill(d)
- А№РКШЈ drill(straight fluted drill)
- ЦЏМі drill(special drill)
- center drill(a): МБЙнАЁАјПЁМ center РлОїПЁ ЛчПыЕШДй.
- РЏАјКЮ(ъњЭюнЛ) drill(oil hole drill )(b): НЩАјКЮИІ АЁАјЧв ЖЇ ЛчПыЕЧИч, chipРЬ Р§ЛшРЏСІПЭ ЧдВВ ЙшУтЕШДй.
- СпАјКЮ(ёщЭюнЛ) drill(hollow drill)(c)
- ЙнПј drill(rifle barrel drill)(d)
- ЦїНХ(јпуѓ) drill(gun barrel drill)(e)
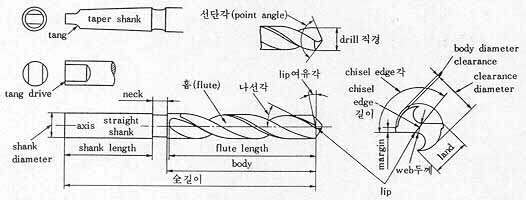
(1-2) drillРЧ АЂКЮ ИэФЊ:
КИХы twist drillРЧ АЂКЮ ИэФЊАњ СЄРЧДТ ДйРНАњ ААДй.
 КИХы twist drillРЧ АЂКЮ ИэФЊ
КИХы twist drillРЧ АЂКЮ ИэФЊ
- МБДм(drill poin)t: drillРЧ ГЁКЮКаРИЗЮМ ПјУпЧќРЬДй.
- body: drillРЧ ИіУМЗЮМ ШЈ(flute)РЬ РжДй.
- flute: drillРЧ ИіУМПЁ РжДТ ШЈРИЗЮМ chipРЛ ЙшУтЧЯАэ Р§ЛшРЏСІИІ АјБоЧЯДТ ХыЗЮРЬДй.
- shank: drillРЛ АэСЄЧЯДТ КЮКаРИЗЮМ, ЦђЧрКЮРЮ АЭАњ
Ђб Morse taperСј АЭРЬ РжДй.
- dead center: drill ГЁПЁМ Р§ЛшРЮРЬ ИИГЊДТ СЁРЬДй.
- tang: drillПЁ ШИРќЗТРЛ РќДоЧЯБт РЇЧб drill shank КЮРЧ ГГРлЧб КЮКаРЬДй.
- margin: drill ШЈРЧ АЁРхРкИЎПЁ РжДТ СМРК ИщРИЗЮМ, drillРЧ ОШГЛ ПЊЧвРЛ ЧбДй.
- web: drill ШЈ ЛчРЬРЧ ДмИщРИЗЮМ, shank ТЪРИЗЮ АЅМіЗЯ ФПСјДй.
- МБДмАЂ(point angle): drill ГЁРЧ Р§ЛшГЏ ЛчРЬРЧ АЂРЬДй.
- ГЊМБАЂ(helix angle): drillРЧ СпНЩУрАњ helix line ЛчРЬРЧ АЂРЬДй.
- body clearance: ЕЙБтЗЮ ГЊПЭ РжДТ margin КЮКаРЧ ГєРЬ РЬДй.
- lip ПЉРЏАЂ(lip clearance angle, lip relief angle): Р§ЛшРЮРЧ РлПыПЁ ЙцЧиАЁ ЕЧСі ОЪЕЕЗЯ БзИВПЁ ЧЅНУЕШ АЂРЬДй.
- МіСїАцЛчАЂ(normal rake angle): ДйРН БзИВАњ ААРЬ АЁАјИщПЁ МіСїРЮ ИщЛѓПЁМРЧ АцЛчАЂРЬДй.
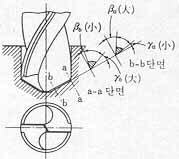 drillРЧ МіСїАцЛчАЂ
drillРЧ МіСїАцЛчАЂ
# Ђб p.689 БзИВПЁМ АЂЅсАЁ drillРЧ МіСїАцЛчАЂРИЗЮМ
p.368 БзИВПЁМ ЅуПЭ ААРИИч, Р§РЮРЧ АЂ СЁПЁМ Р§ЛшЙцЧт(СЂМБЙцЧт)ПЁ МіСїРЮ ЦђИщ ГЛПЁМРЧ АцЛшРЬДй.
(1-3) drillРЧ ПЌЛш:
drillРЛ МеРИЗЮ РтАэ ПЌЛшЧЯДТ ЙцЙ§Ањ drill ПЌЛшРхФЁИІ РЬПыЧЯПЉ ПЌЛшЧЯДТ ЙцЙ§РЬ РжДй.
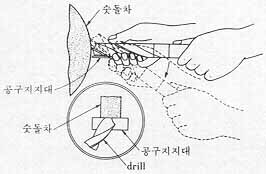
ОЦЗЁ БзИВРК МіРлОїПЁ РЧЧб ПЌЛшРЛ КИПЉСжИч, РлОї МјМДТ ДйРНАњ ААДй.
- ПЌЛшМ§ЕЙРЛ ЦђХКЧЯАд
Ђб dressing ЧбДй.
- Р§РЮ(lip)РЛ СіСіДыПЁ ЦђЧрЧЯАд РЇФЁНУХВДй.
- Р§ЛшРЮРЧ БцРЬАЁ ААЕЕЗЯ ПЌЛшЧбДй.
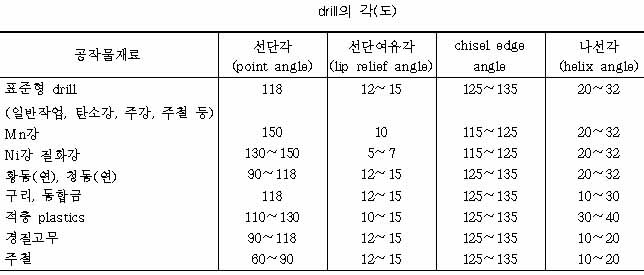
- МБДмАЂ(point angle)РЛ РћСЄЧЯАд СЄЧЯАэ УрМБПЁ ДыЧЯПЉ ДыФЊЕЧАд ПЌЛшЧбДй.
- Р§РЮ(cutting edge, lip) ПЉРЏАЂРЛ РћСЄЧЯАд СЄЧЯАэ shankИІ МБДмКИДй ГЗАд ЙиРИЗЮ ГЛИЎИщМ
heel(лЮиќ)РЛ СЁСЁ БэАд ПЌЛшЧбДй(drillРЛ ШИРќНУХАСі ОЪДТДй).
- РлРК drillРК web ЕЮВВАЁ ЙЎСІЕЧСі ОЪРИГЊ ХЋ drillПЁМДТ БзИВАњ ААРЬ webИІ ОуАд(thinning) ПЌЛшЧбДй.
- ПЌЛшЕШ drillРЛ drill point gageЗЮ АЫЛчЧбДй.
МіРлОїПЁ РЧЧб drill ПЌЛш Ђа
|
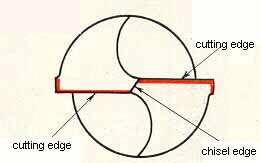
drillРЧ Р§РЮ(cutting edge)
|
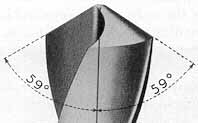
drillРЧ МБДмАЂ
|
drillРЧ Р§РЮПЉРЏАЂ
|
drillРЧ thinning
|
ОЦЗЁ БзИВРК АјБИПЌЛшБтПЁМ drill ПЌЛшРхФЁПЁ РЧЧб ПЌЛшРЛ КИПЉ СиДй.
|
 АјБИПЌЛшБтПЁ drill ПЌЛшРхФЁИІ МГФЁ
АјБИПЌЛшБтПЁ drill ПЌЛшРхФЁИІ МГФЁ
Ђа
|
 ИИДЩАјБИПЌЛшБт
ИИДЩАјБИПЌЛшБт
Ђа
|
 ИИДЩАјБИПЌЛшБтПЁМ drillРЛ РчПЌЛшЧбДй.
ИИДЩАјБИПЌЛшБтПЁМ drillРЛ РчПЌЛшЧбДй.
 (128MB/2.5min) (128MB/2.5min)
|
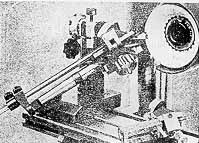
- attachment(КЮМгРхФЁ)ИІ ПЌЛшБт table СТУјПЁ АэСЄЧбДй.
- drill МБДмАЂРК attachment columnПЁМ СЖСЄЧЯИч, ПЌАРЧ АЁАјПЁДТ 118oПЁ
ИТУсДй.
- drill ШЈ(flute)РЧ ПьУјКЎРЬ ШИРќЙцСіПы ЕЙБтПЁ ДъЕЕЗЯ drillРЛ ЕЙЗС АэСЄЧЯАэ shank Дм(гЎ)РЛ АэРЮДй. РЬЖЇ АЁДЩЧЯИщ edgeАЁ
МіЦђРЛ РЏСіЧЯЕЕЗЯ ЧЯИщ ПЌЛшСпРЮ edge РќУМАЁ ЕПНУПЁ ПЌЛшЕШДй. АэСЄЕШ drillРЧ ЕоТЪРЛ РтАэ ЛѓЧЯЗЮ ПфЕПНУХАИщМ
ПЌЛшЧЯАэ drillРЛ ЕЙЗС ДйИЅ edgeИІ ААРК ЙцЙ§РИЗЮ ПЌЛшЧбДй.
- ПЌЛшЕШ drillРЛ ДйРН БзИВАњ ААРЬ АЫЛчЧбДй.
АЂЕЕБтПЭ РкПЁ РЧЧб drillРЧ АЫЛч
|

drill point gageПЁ РЧЧб drillРЧ АЫЛч
|
drillРЧ point angleРЬ ГЪЙЋ ХЉИщ РЬМлРЬ АяЖѕЧЯАэ, ГЪЙЋ РлРИИщ МБДм(рЛгЎ)РЬ ОрЧиСіЙЧЗЮ АјРлЙАРЧ РчСњПЁ ЕћЖѓ
ДйРН ЧЅАЊРЛ ХУЧбДй.
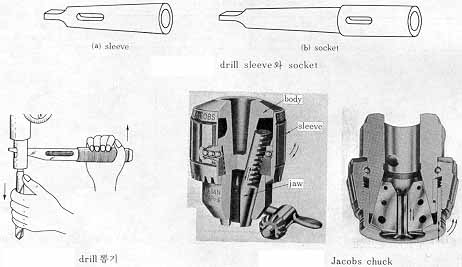
(1-4) drillРЧ АэСЄ:
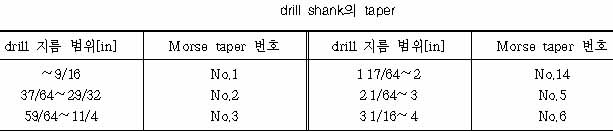
drill shankПЁДТ ЦђЧрНФАњ taper НФРЬ РжРИИч, ЦђЧрНФРК СіИЇРЬ 12mm РЬЧЯРЮ drillПЁ, taper НФРК Бз РЬЛѓПЁМ ЛчПыЕШДй.
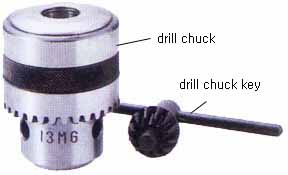
ЦђЧрНФ shankИІ АЎДТ drillРК drill chuckПЁ АэСЄЧЯАэ, drill chuckПЁ arborИІ ГЂПіМ arborИІ
ДйНУ drilling machineРЧ СжУр taper БИИлПЁ ОаРдЧбДй. taper shankИІ АЎДТ drillРК СжУр taper БИИлПЁ СїСЂ ОаРдЧЯАХГЊ,
drill shankАЁ taper БИИлКИДй РлРЛ ЖЇПЁДТ drill sleeveИІ СпАЃПЁ ГЂПьАэ taper БИИлКИДй ХЌ ЖЇПЁДТ
socketРЛ СпАЃПЁ ГЂПі СжУр taper БИИлПЁ ОаРдЧбДй.
ОЦЗЁ ЧЅДТ drill shankРЧ
Ђб taper РЬДй.
 КИУц(drill ФЁМіЧЅ)
КИУц(drill ФЁМіЧЅ)