(3) 선반작업:(교과서 p.306)
선반에서 할 수 있는 기본작업은 앞에서
☞ 그림으로 소개했으며,
그 작업을 하기 위한 구체적인 방법을 다음 순으로 소개한다.
- center 작업(center work)
- chuck 작업(chuck work)
- 단면절삭(端面切削; facing)
- knurling
- drilling
- tapping
- boring
|
8. taper 절삭(taper turning)
9. 구면절삭
10. 나사절삭(threading)
11. relieving
12. 절단(切斷; cutting-off)
13. 편심축절삭(偏心軸切削)
14. 모방절삭(模倣切削; copying)
|
(3-1) center 작업:
① center 조정:
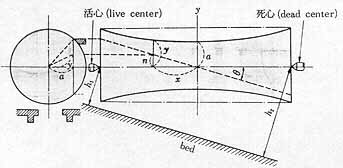
공작물을 주축 center와 심압대 center 사이에 지지하고 면판과 dog 등으로 회전시켜 절삭하는
것을 center 작업이라 하며, center와 center를 잇는 중심선과 bite의 운동방향이 평행할 때 단면의
지름이 일정한 원주(圓柱)가 가공된다. bed에서 양 center의 높이가 같고 수평면상에서 중심선과 bite의
이동선이 평행하지 않으면 taper 가공이 되어 원추면이 되고, center와 center를 잇는 중심선의
수평투영선과 bite의 운동방향이 평행하고 양 center의 높이가 다를 경우에는 아래 그림과 같은
쌍곡면체(雙曲面體)가 가공된다.
로 되어 중심선을 회전축으로 하는 쌍곡면체가 된다.
이상과 같이 taper 절삭이나 쌍곡면체 절삭이 되지 않고 단면의 지름이 일정한 원주(圓柱)로 절삭하기 위해서는
가공 전에 다음과 같은 검사방법으로 양 center의 상태를 확인할 필요가 있다.
- 주축 center에 심압대 center를 맞추는 방법 : 심압대를 이동하여 심압대의 center를 주축의 center에 접근시켜
이들의 축선이 일직선상에 있는지를 확인하고, 수평면상에서 어긋 날 때에는 심압대의 조정나사에 의하여 조정한다.
- 시험절삭법 : 가공 후 시편의 양단(兩端)의 지름을 측정하여 동일 여부를 확인한다. 지름이 동일하지 않는
taper 가공이 되었으면 심압대를 조정한다.
- bite에 의한 방법 : bite 끝을 심압대의 center에 맞추고 왕복대를 이동하여 bite 끝이 주축대의 center와 일치하면
정상 상태이다.
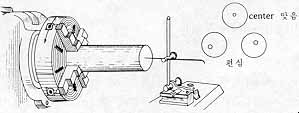
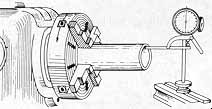
- 시험봉에 의한 방법 : 그림과 같이 양 center로 시험봉을 지지하고 왕복대에 설치한 dial gauge로 검사한다.
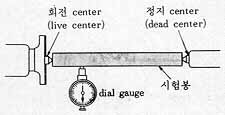 시험봉에 의한 center 맞추기
시험봉에 의한 center 맞추기
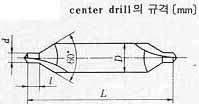
② center 구멍:
선반의 주축대와 심압대 사이에 가공물을 장착할 때 center가 들어가는 구멍으로서,
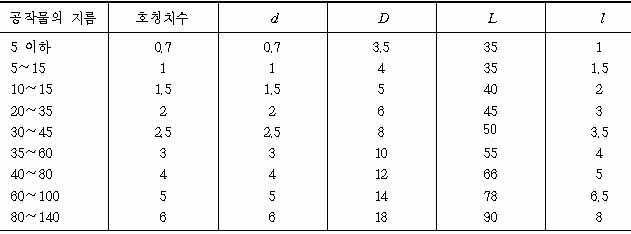
피삭재의 재질과 크기에 따라 center 구멍의 크기가 다를 수 있으나, 보통 가공물의 크기에 따라
다음 표에 있는 규격의 center drill을 사용여 가공한다.
center 구멍은 center와 면접촉이 잘 이루어져야 하고, 심아대측의 center 구멍에는
급유를 하여 마찰과 마멸을 적게한다.
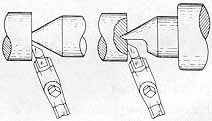
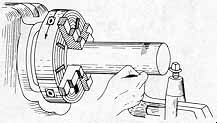
 center drill로 공작물에 center 구멍을 낸다.
center drill로 공작물에 center 구멍을 낸다.

|
 center drill로 공작물에 center 구멍을 낸다.
center drill로 공작물에 center 구멍을 낸다.
|
(3-2) bite의 고정:
bite 의 선단(先端)이 공작물 중심선의 높이(center 높이)에 오도록 하는 것이 이상적이고, 지름이 큰 공작물의 황삭(荒削)에서는
중심선으로부터 중심각 5° 이내의 높이에 설치할 수도 있으나, 지름이 작을 때
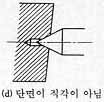
bite 선단을 중심선보다 낮게 위치시키면 공작물이 bite 위로 올라오고,
bite 선단을 중심선보다 높게 위치시키면 공구가 공작물 위로 올라가 정상적인 가공을 할 수 없다.
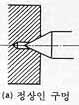
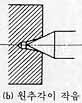
bite holder가 너무 길게 나오면 holder가 굽혀져 선단의 위치가 변하므로 이를 피할 것이며, 아래 그림(a)와 같이 bite 선단이
심압대를 향하게 하여 약간 경사지게 함으로써 절삭저항에 의한 bite의 변형으로 bite가 공작물에 파고 들어가지 않도록 한다.
절삭공구(bite)가 가공물에 파고 들어가면 예정된 깊이보다 깊게 절삭하게 되어 공구와 공작물이 과다한 절삭저항을 받게 될 수 있고,
공작물의 완성치수가 예정된 것보다 작을 수도 있다.
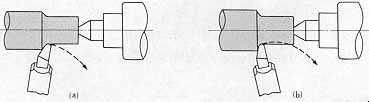
bite를 심압대 측으로 경사시키는 이유
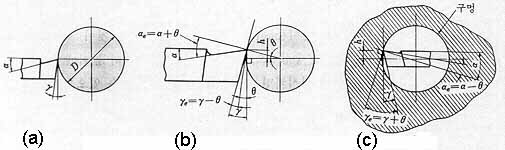
아래 그림 (b)에서와 같이 외경절삭의 경우 공구를 가공물의 중심선보다 h만큼 높여 절삭할 때 유효경사각
αe = α + θ 가 되어 경사각은 증가하고, 유효전방여유각
γe = γ ― θ가 되어 감소한다. 이 때 offset 에 대한 교정각(較正角) θ는 다음 식으로 표시된다.
-

그림 (c)에서와 같은 내경절삭에서는 외경절삭의 경우와 반대로 경사각이 감소하여
αe = α ― θ 로 되고, 전방여유각(제1 선단 여유각)은 증가하여
γe = γ + θ로 된다.
 ☜
☜
bite의 위치에 의한 절삭깊이 및 사용각(유효각)의 변화
(3-3) chuck 작업:
공작물이 짧아서 심압대로 지지할 필요가 없거나 drilling, boring, tapping 및 reaming을 위하여 chuck에 의해서만
고정할 때가 있다. 공작물을 단동 chuck으로 고정할 때 중심을 잡는 방법을 소개한다.
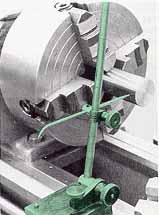
 공작물의 center를 조정하기 위하여 손으로 chuck을 회전시킨다.
공작물의 center를 조정하기 위하여 손으로 chuck을 회전시킨다.
① chalk method:
그림과 같이 chuck에 공작물을 물린 다음 chalk를 일정 높이에 대고 주축을 손으로 천천히 회전시켜 공작물에
닿은 chalk 흔적에 의하여 편심 정도를 검사하면서 chuck jaw의 이동으로 중심을 조정하여 간다.
 chalk에 의한 중심 잡기
chalk에 의한 중심 잡기
② surface gauge method:
그림과 같이 공작물의 자유단에 미리 중심을 표시하고 주축을 손으로 회전시키면서
☞ surface gauge의 pin이 그리는
원이 처음 표시한 것과 동심원을 그릴 때까지 jaw를 조정하여 가거나, surface gauge의 pin과 가공물의 원주 사이의
거리를 보면서 jaw를 조정하는 방법이 있다.
surface gauge 의한 중심 잡기
|
surface gauge 의한 중심 잡기
|
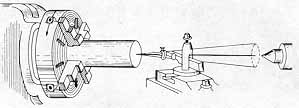
③ wiggler method:
그림과 같이 pin의 우단(右端)이 원을 그리지 않고 심압대의 center와 같은 높이가 될 때까지 jaw를 조정하여
가는 방법으로 중심을 맞추는 방법이다.
 wiggler 의한 중심 잡기
wiggler 의한 중심 잡기
☜
④ dial indicator method:
다음 그림과 같이
☞dial indicator에 의하여 편심
정도를 검사하면서 편심량의 1/2 로 조정하여 가는 방법이며, 특히 중공축(中空軸)의 중심잡기에 편리하다.
dial indicator에 의한 방법으로 surface gauge를 이용하여 중심잡기를 할 수 있으나 dial indicator에는 눈금이 있어 보다 편리하다.
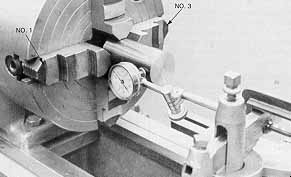 dial indicator 의한 중심 잡기
dial indicator 의한 중심 잡기
☜
|
 dial indicator에 의한 중심잡기
dial indicator에 의한 중심잡기
|
 dial indicator에 의한 중심 잡기
dial indicator에 의한 중심 잡기
(3-4) 단면절삭(端面切削; facing):
그림과 같이 수평면상에서 bite 선단을 공작물측에 기울이고 단면을 절삭한다. 황삭일 때는 bite를 외주(外周)에서 중심을
향하여 절삭하거나 중심에서 외주를 향하여 절삭하여도 관계 없으나, 다듬질절삭에서는 중심에서 외주를
향하여 절삭하여야 단이 생기지 않는다.
center로 가공물을 지지할 때에는 center 부위에 미가공부를 남기지 않기 위해서는 half center를 사용한다.
|