|
3 장 boring machine 가공(boring)(교과서 p.332)
boring은 drilling 또는 주조 등에서 이미 뚫린 구멍을 확대하거나 내부를 완성하는 가공으로서, boring의 원리는
선삭과 같다. boring을 할 수 있는 공작기계에는 선반, drilling machine, 수직 milling machine 등이 있으나, 공작물의
형상이 복잡하거나 치수가 큰 것에는 주로 절삭공구가 회전운동하고 table에 고정된 공작물이 선운동하는
전문 boring machine 이 사용되며, 본장에서는 boring machine에서의 가공만을 취급하기로 한다.
-
 boring 공구와 공작물의 상대운동
boring 공구와 공작물의 상대운동
☜
[1] boring machine
boring machine을 구조, 가공 방법 및 정밀도에 따라 분류하면
- 수평식 boring machine(horizontal boring machine)
- 수직식 boring machine(vertical boring machine)
- 수직식 turret boring machine(直立 turret 선반, vertical turret boring machine)
- core boring machine
- jig boring machine
등이 있다.
(1) 수평식 boring machine
주축이 수평인 수평식 boring machine으로서 table 형, planer 형, floor 형 및 이동형이 있다.
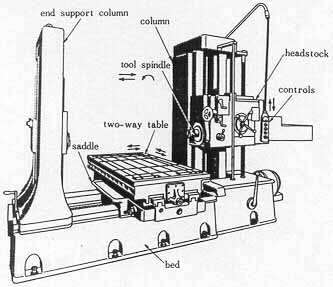
① table 형:
table 형은 주축이 수평이며, 그림과 같이 2개의 column 사이에 종방향으로 이동하는 saddle과
그 위에 횡방향으로 이동되는 table, 상하로 움직이는 주축대(headstock), 주축대와 boring bar를 지지하는
column으로 구성되어 있다.
 수평식 table 형 boring machine
수평식 table 형 boring machine
☜
② planer 형:
큰 공작물의 가공에 적합한 planer로서 table 형과 비슷하나 saddle이 없고
☞ planer와
같이 table이 주축에 대하여 직방향으로 운동하도록 되어 있으며, 절삭운동방향인 table 운동방향에 직각인 방향의
이송은 주축의 이송운동에 의하고, 이동대에 대한 column의 이송은 중량이 크고 긴 공작물의
정밀절삭을 위하여 특별히 큰 강성을 요할 때 사용한다.
 수평식 planer 형 boring machine
수평식 planer 형 boring machine
☜
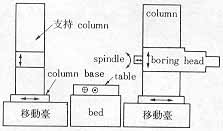
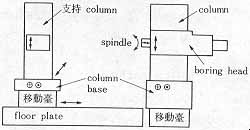
③ floor 형:
그림과 같이 saddle과 table이 없으며, 공작물을 T 홈이 있는 floor plate에 직접 고정하고 주축대가 장치된
column을 횡방향으로 이동하여 이송을 준다. 공작물의 중량 및 치수가 크거나 형상이 복잡하여 table의
왕복운동이 어려운 경우에 사용된다.
 수평식 floor 형 boring machine
수평식 floor 형 boring machine
☜
④ 이동형(portable type):
이동하기에 편리한 소형의 boring machine으로서 공작물의 이동 대신에 공작기계를 이동하여 조립된 큰 기계의
수리나 선박내부 등에서 사용된다.
이동형 boring machine
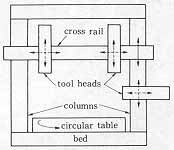
(2) 수직식 boring machine
그림과 같이 주축이 수직으로 위치하고 있으며, 공구의 위치는 cross rail과 cross rail 상의 주축대(tool head)에
의하여 조정된다. 공작물을 고정한 table이 회전운동을 하여 boring, 수평면가공 및 수직선삭 등을 할 수 있다.
 수직식 boring machine
수직식 boring machine
☜
(3) 수직식 turret boring machine
일명 직립 turret 선반이라고도 하며, 그림과 같이 주축대를 수직축상에 수평으로 위치시켜 cross rail이 상하로 이동하고,
turret head가 cross rail 상에서 이동하며, 공작물을 고정한 table이 회전하도록 되어 있는 boring machine이다.
이 공작기계는 길이가 짧고 중량이 큰 공작물의 가공에 적합하다.
 수직식 turret boring machine
수직식 turret boring machine
☜
(4) core boring machine
가공할 구멍이 drill 가공할 수 있는 것에 비하여 아주 클 때에는 환형(丸形)으로 절삭하여 core를 나오게 하며,
core는 별도의 목적에 사용된다.
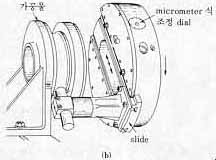
(5) jig boring machine
drilling에서 부정확한 구멍가공, 각종 jig의 제작, 기타 정밀한 구멍가공을 위한 수직 boring machine으로서
제품의 허용오차가 ±0.002 ~ 0.005mm 정도이다. table과 주축대의 위치를 정하기 위하여 나사식 측정장치,
표준봉 gage, dial gage, 현미경에 의한 광학적 측정장치 등을 갖추고 있다. 쌍주형(雙柱形)과
단주형(單柱形)이 있다.
다른 장비에서 초벌가공을 하고
☞ jig boring machine에
옮겨 최종적으로 정밀가공을 하는 경우가 많다.
[2] boring 공구(boring tool)
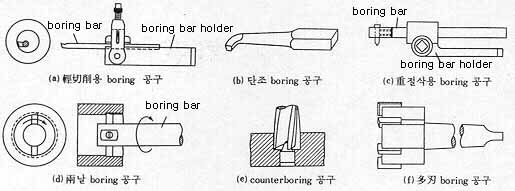
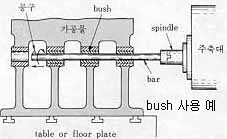
boring 공구는 boring bite 또는 boring cutter, boring bar 및 boring bar holder로 이루어지며,
이들을 조합하여 사용하는 경우와 부분적으로 또는 전부가 일체로 된 것을 사용한다.
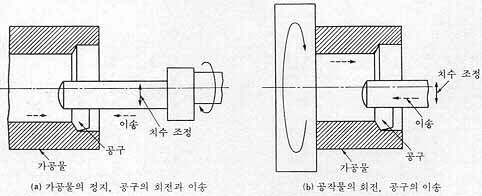
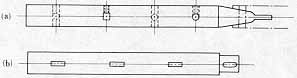
boring bar는 bite를 고정하고 주축의 구멍에 끼워 회전시키거나 holder에 고정하여
사용하는 봉(棒)으로서, 그림 (a)와 같이 taper를 갖는 것과 그림 (b)와 같이 평행부로
되어 있는 것 등이 있다.
-
 boring bar
boring bar
☜
boring 공구는 필요에 따라 수없이 많을 수 있으나 예를 들어 다음을 소개한다.
-
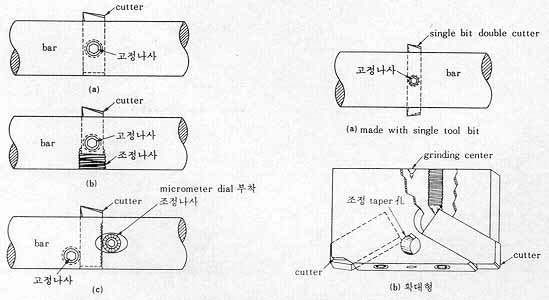
boring bite(cutter)를 bar에 고정하는 방법에는 다음과 같은 방법이 있다.
-
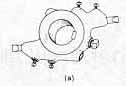
가공부의 지름이 커서 boring bar에 bite를 고정하는 것만으로는 곤란할 경우에는 그림과 같이
가공지름을 크게 확장할 수 있는 boring head를 사용한다.
-
|
 ☜
☜
|
[3] 절삭조건
boring 공구(bite)의 각은 가공부의 재질, 지름 및
☞ 공구재료에
따라 다르다. 가공부의 지름이 커질수록 공구의 반경경사각(radial rake angle)과
측경사각(side rake angle)은 작게 취할 수 있으며, 다른 각들의 크기는 공작물의 재질에 따라 다르다.
가공중 chip이 가공면에서 멀리 중심을 향하여 배출되어 가공면에 손상을 주지 않도록 하여야 한다.
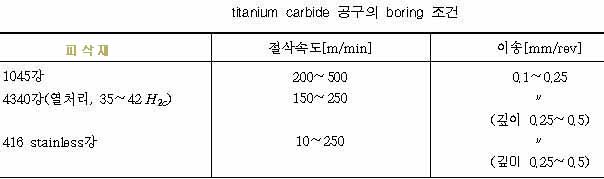
Ti 이 50~80%이고 molybdenum carbide와 nickel을 결합제로 사용한 공구는 경도가 크고 내마모성이
우수하여 정밀 boring에 많이 사용된다. 다음 표는 titanium carbide 공구로 강을 절삭할 때의 절삭속도와
이송을 예시한다.
-
|