![]()
![]()
| 8 �� �� �� �� �� �� �� | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
|
7 �� belt ����(abrasive belt grinding)(������ p.607)
���� belt(abrasive belt)�� ���Ͽ� �������� �����Ͽ� �ٵ����ϴ� ���� ���� belt �����̶� �ϸ�,
belt ���迡 ���Ǵ� ��踦 belt �����(abrasive belt grinder, belt sander)�� �Ѵ�.
���ſ���
�� ����뿡�� belt sander��
���Ǿ����� ���ó����� õ������ ����(�أ)�� �ռ������� ������Ų belt�� �������� �����ϸ鼭 �ݼ� ��
plastics�� ���� �������� ��� �� ����� belt�� �Ǵ� ������ ��鿡�� �ɷ������� ������ �� ������, �ٰ�����
���������� ����ϴ� ��찡 ����.
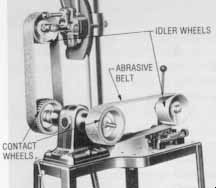
[1] belt �����
���� ���� ���� ���Ǵ� belt ������� �������μ�, ���� pulley�� idler wheel�� �ΰ��� pulley�� ���Ͽ�
belt�� �����ϰ�, �ΰ��� pulley �� �Ʒ��� ��ġ�� ���� belt�� �������� ��ϵ��� ������Ŵ���ν� ���� belt�� ����� �ش�.
���� wheel�� ǥ���� õ, ����, Ư��������� �Ǵ� �ݼ����� �Ǿ� �ְ�, ǥ���� ��ö(����)�� belt�� slip�� ������
���� �ִ�. �ʿ信 ���� �������� �÷� ���� �����ϱ� ���� table�� ��ġ�ϵ��� �Ǿ� �ִ�.
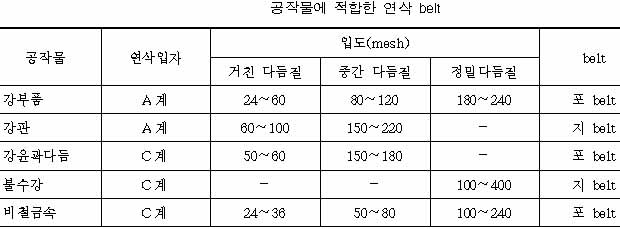
[2] ���� belt
���� belt�� ����, ������ �� ����(���)�� �� ����(���)�� 3��ҷ� �Ǿ� ������, �뵵�� ���� �̵���
������ �ٸ� ���� �����Ͽ� ����ϰ� �ִ�. �Ϲ������� ���� belt�� ���尭��, ������, ���輺, �� �Ǵ� ����������
���� ��ȯ�漺 �� ���������� ���� �߿�õȴ�.
[3] belt �����۾�
����� ������ ������ ���� belt�� �ĸ鿡 ������ ��(platen)�� ��ġ�ϰ�, ��ö�� �ִ� �������� ������ ������
���� belt�� �������� ���� ���� ������ �� �ִ� ��(��)�� ������Ḧ belt�� �ĸ鿡 ��ġ�Ѵ�.
(1) �ӵ��� �з�:
belt�� �ӵ��� ������ �����ۿ�� �ٵ������� ������ ������ �ָ� ������ῡ ���� ������ ���� �ӵ���
ǥ������ ���ϰ� �ִ�.
�������� ���� belt�� �̴� �з��� �ӵ��� ������ ������, �ӵ��� ũ�� �ϰ� �з��� ���̸� ������ ��������
���������� ���� �������е��� ������ belt�� ������ Ŀ����. ���� wheel�� ��ö�� ���˾з��� ũ�� �ϰ�
�����ۿ��� ������Ű�� belt�� ������ ũ�� �Ѵ�. �ܴ��� ���� wheel������ belt�� ����� ũ�� �ϰ�,
�����з��� ũ�� �� �� ������, belt�� ����� �������� 4 ~ 40
(2) ������:
belt ���迡�� �������� ������� �ʴ� �ǻ�(����)�� �����ϰ� ������ �����ɷ��� belt�� ������ ũ�� �ϱ�
���Ͽ� �������� ����� �����Ѵ�. �������� ������ �����ϰ� chip�� ������� ������ ������ �ʵ��� �ϱ�
���Ͽ� ����ϸ�, ���� ũ�� ������ ���� ���� ���뼺������ �ַ� ����Ѵ�. ���� �Ʊ��� �������� �����
���� belt������ ���� ���뼺������ ����� �� ���� ����, Ȳȭ��(������) ���� ����Ѵ�.
|