|
2-4 목형제작용 공구와 기계 (교과서 p.15)
앞에서는 모형(模型)의 재료를 구별하지 않는 모형이란 용어를 사용했으나, 여기에서는 목재가공기계를 취급하기 때문에
모형의 재료가 목재라는 의미를 갖는 목형(木型)이란 용어를 사용토록 하여 모형공구 및 모형기계라 부르지 않고
목형공구(넓은 의미로 목공구) 및 목형기계(넓은 의미로 목공기계)라 칭하기로 한다.
[1]목공구
최근에는 목공기계가 발달하여 건축 및 가구의 다량 생산에 사용되어 수공구의 이용은 줄어들고 있으나, 현재 사용되고 있는
☞ 수공구(수공구: 사용하는 수단의 관점에서,
목공구: 금속 또는 목재 등, 용도의 관점에서)를 들면 다음과 같다.
- 톱에는 가로톱, 세로톱, 양용톱, 실톱 및 세공톱 등이 있으며. 규격은 톱날부의 길이로 표시한다.
- 끌에는 마치끌, 밀끌, 및 특수끌 등이 있고, 규격은 날부의 폭으로 표시한다.
- 대패에는 가공정도에 따라 막대패, 중간대패 및 다듬질대패가 있고, 가공부에 따라 보통대패, 측면대패, 홈대패 및 특수대패
등이 있으며, 규격은 대패날의 폭으로 표시한다.
- 기타 나사송곳, 삼각송곳, center송곳, 4각송곳, hand drill, 턱촌목(그무개; marking gauge), 각종 hammer, 각종 자,
compasses, 각도기, 수준기(level), vise, 숫돌, 사포, 장도리 등이 있다.
-
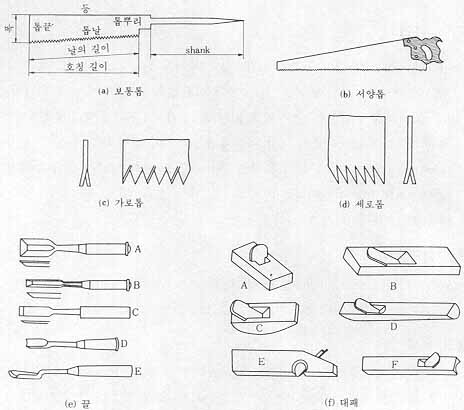 각종 톱, 끌, 대패 등 공구
각종 톱, 끌, 대패 등 공구
☜
[2]목공기계
목공기계에는 건축, 가구 등과 같이 용도에 따라 종류와 크기가 다양하나, 목형에 사용되는 기본적인 기계는 다음과 같다.
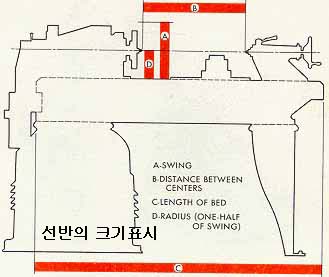
(1) 목공선반(木工旋盤; wood turning lathe):
목재를 회전체로 가공하는데 사용되는 기계로서,
☞ 규격은
bed에서 주축까지의 높이와 bed의 길이로 표시한다.
-
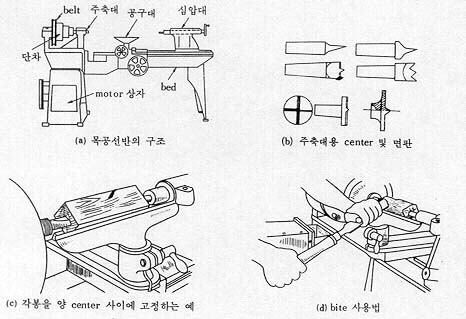 목공선반의 구조, 공작물의 고정장치
목공선반의 구조, 공작물의 고정장치
☜
|
|
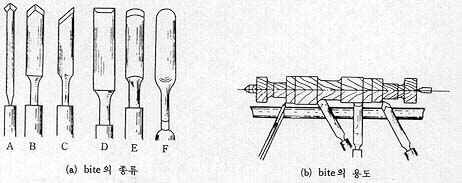 목공선반용 bite의 종류와 용도
목공선반용 bite의 종류와 용도
A와 B는 검(劍) bite로서 경사면 또는 단면용
C는 절단 bite
D는 평면 bite로서 직선가공용
E와 F는 환형(丸形) bite로서 황삭용
|
 목공선반에서의 작업을 보여 준다.
목공선반에서의 작업을 보여 준다.

(2) 목공 drilling machine:
flat drill, twist drill을 주축에 끼워 둥근 구멍을 가공하고, 4각형 구멍을 가공할 때에는 아래 그림과 같이 인선을 가진
4각형의 중공(中空)끌 속에서 twist drill을 회전시키면서 중공끌과 함께 이송을 준다.
-
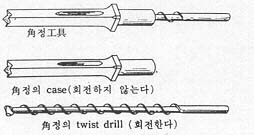 4각형 구멍을 가공하기 위한 중공끌과 twist drill
4각형 구멍을 가공하기 위한 중공끌과 twist drill
☜
|
 bench drilling machine
bench drilling machine
|
 drilling machine에서 4각형 구멍가공을 보여준다.
drilling machine에서 4각형 구멍가공을 보여준다.
(3) 실톱기계(fret sawing machine):
폭이 좁은 톱날을 상하로 왕복운동시키고 가공물을 손으로 잡고 움직여 소정의 곡선가공을 하는 기계로서,
실톱의 운동
-
에는 crank에 의한 왕복운동 기구를 들 수 있다.
 실톱기계의 외관
실톱기계의 외관
☜
 실톱에서 목재의 곡선절단 작업을 보여준다.
실톱에서 목재의 곡선절단 작업을 보여준다.
(4) 원형톱기계(circular sawing machine):
아래 그림과 같이 원판의 주위에 톱날을 만들어 축에 고정하여 1200~3000rpm으로 회전시키는 톱기계로서, 규격은 원판톱의
지름으로 표시한다. 절삭속도는 목재의 종류에 따라 다르며, 세로 가공의 경우 경재(硬材)에는 1000~2000m/min,
보통연재에는 1300~2400m/min, 극연재에는 2000~4000m/min의 속도를 기준으로 한다.
-
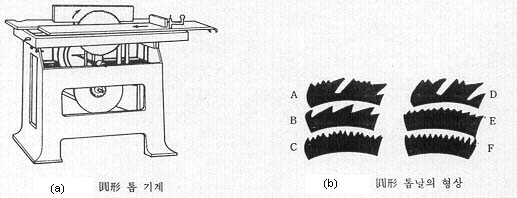 원형톱기계 및 톱날의 형상
원형톱기계 및 톱날의 형상
☜
 원형톱기계에서 목재의 절단 작업을 보여준다.
원형톱기계에서 목재의 절단 작업을 보여준다.
(5) 띠톱기계(band sawing machine):
아래 그림과 같이 frame의 상하에 설치된 pulley에 띠톱 band를 걸고 pulley를 회전시켜 목재를 켜는 기계로서, 규격은
pulley의 지름으로 표시하며, 보통 600mm, 900mm, 1000mm의 띠톱기계라 칭한다. 속도는 1000~1600m/min이며, 띠톱 band의
폭은 제재용에서 100 ~ 300mm이고, 목공용에서는 10mm ~ 40mm이다. 경사진 가공을 할때는 table을 경사시킨다.
-
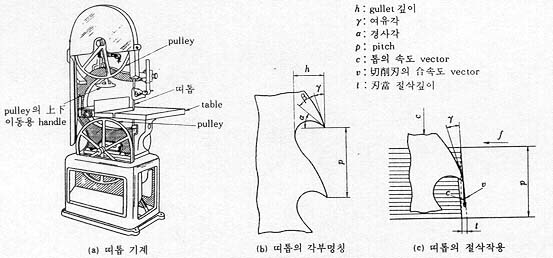 띠톱기계 및 톱날의 형상
띠톱기계 및 톱날의 형상
☜
-
 띠톱기계에서 목재의 절단을 보여준다.
띠톱기계에서 목재의 절단을 보여준다.
(6) 기계대패(wood planer):
회전하는 원통에 2 ~ 4개의 대패날을 고정하여 고속으로 회전시키면서 수평면, 측면, 경사면 및 홈 등을 가공하며,
규격은 대패날의 폭, 즉 최대 가공폭으로 표시한다. 절삭속도는 1100~1500m/min이며, 축의 회전수는 2000~6000rpm이다.
기계대패에는 수동식과 자동식이 있는데, 수동식에서는 아래 그림과 같이 대패날이 table 밑에서 회전하여
가공물을 깍으며 수동으로 가공물을 누르면서 이송하고, 절삭깊이의 조정은 table의 상하운동에 의한 날의 돌출길이에
의한다.
자동식에서는 아래 그림과 같이 대패날이 table 위에 있고, 요철이 있는 roller에 의하여 가공물이 자동으로 이송되며,
절삭깊이는 cutterhead를 상하로 움직여 조절한다.
-
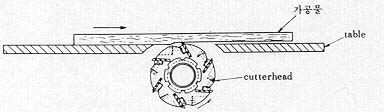 ☜ ☜
수동식기계대패
|
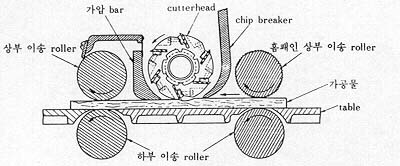
자동식기계대패
|
 자동기계대패날의 배치
자동기계대패날의 배치
|
 이동식 기계대패
이동식 기계대패
|
-
 기계대패에서 대패작업을 보여준다.
기계대패에서 대패작업을 보여준다.
(7) router:
목재에 홈을 파거나 경사면을 가공할 때 사용되는 목공기계로서,
☞ 각종 형태의 router bit이 있다. .
-
 router에서 경사면을 가공한다.
router에서 경사면을 가공한다.
(8) 사포기(sander):
목형의 표면을 정밀하게 다듬거나 곡면가공에 사용되며, belt형, 원판형 및 원통형이 있다.
-

|
 belt식 사포기
belt식 사포기
☜
|
 belt식 sander에서 모서리가공한다.
belt식 sander에서 모서리가공한다.
 disc sander의 사용법을 설명한다.
disc sander의 사용법을 설명한다.
 disc sander에서 얇은 판재를 가공할 때 가공물이 disk와 table 사이에 끼워지지 않게한다.
disc sander에서 얇은 판재를 가공할 때 가공물이 disk와 table 사이에 끼워지지 않게한다.
 belt식 사포기에서 곡면가공을 위한 곡률반경의 변경을 보인다.
belt식 사포기에서 곡면가공을 위한 곡률반경의 변경을 보인다.
2-5 목형제작
목형은 현도(現圖) → 목재 준비 → 목형 제작의 과정을 거쳐 만들어지며, 이때 현도와 목형 제작에서 고려 사항을
들면 다음과 같다.
[1] 수축여유(收縮餘裕; shrinkage allowance)
용융금속이 응고할 때나, 응고 후 온도가 강하할 때 수축이 일어나므로 그 수축량만큼을 설계도에 더하여 현도를
그리고 목형을 만든다. 현도 그리기와 목형제작에 편리를 위하여
☞ 수축여유를
고려한 눈금자를 주물자(shrinkage scale)라 하며, 보통주철에서는 1m에 대하여 8mm 정도의 여유를 둔 1008mm를 1m 자로
사용한다.
제품의 길이  , 모형의 치수 L, 수축률을 , 모형의 치수 L, 수축률을  라 하면 라 하면
-

가 되며, 주물의 치수를 목형의 치수와 수축률로 표시하면 다음과 같다.
-

정6면체의 주물로 가정하면 윗식에서
-

가 되어, 주물의 체적 수축률은 길이 수축률의 약 3배가 되며 Wc,
Wp를 각각 주물의 중량, 목형의 중량이라 하고 Sc,
Sp를 각각 주물과 목형의 비중이라 하면 다음의 식을 얻을 수 있다.
-
[2] 가공여유(加工餘裕; machining allowance)
주물이 기계가공(절삭가공)을 요할 때는 가공에 필요한 치수만큼 여유를 현도에 가산하여 목형을 만들어야 한다.
일반적으로 가공여유는 1~10mm정도이나, 요구되는 정밀도가 높을수록 가공여유를 크게 하며, 주물의 표면상태,
주물의 변형 여부에 따라서도 여유가 다르다.
[3] 목형구배(木型勾配; taper) ☜
주형에서 목형을 빼낼 때 주형이 파손될 염려가 있으면 목형에 구배(기울기)를 두어 목형이 안전하게 빠지도록 한다.
구배는 보통 길이 1m에 대하여 6 ~ 7mm 정도로 한다. 주물에서 구배진 부분은 깎아내야 하므로 목형은 그만큼 커지는
결과가 된다.
[4] core와 core print
중공부(中空部)의 주물을 얻기 위해 용금이 채워지지 않도록 하는 주형부를 core라 하며,
목형에서 core가 걸쳐질 수 있는 자리를 주형에 내기 위한 목형부위 또는 core 중에서 걸쳐지는 접촉부를
core print라 하고, 이를 현도에 표시하여 목형을 만들어야 한다.
-
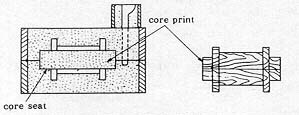 core와 core print
core와 core print
☜
[5] rounding
용금이 주형 내에서 응고할 때 주형면에 대하여 직각 방향으로 수상정(樹狀晶; dendrite)이 발달하여 아래 그림(c)에서와
같이 경계가 생기고 불순물이 모여 취약하게 된다. 또한 주형에서 목형을 빼낼 때 각진 부분에서 주형이 파손될 염려가 있다.
그래서 이상의 문제를 피하기 위해 그림(a)와 같이 목형의 각진 모서리를 둥글게 하는 것을 rounding이라
하며, rounding하였을 경우 응고조직은 그림(b)에서 보는 것 처럼 경계가 없는 건전한 주물이 얻어진다.
-
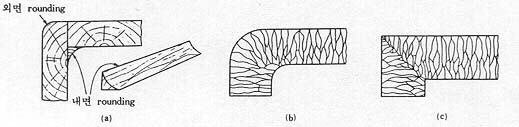 목형의 rounding과 응고조직
목형의 rounding과 응고조직
[6] 덧붙임(stop-off)
두께가 균일하지 못하거나 형상이 복잡한 주물에 대한 주형에서는 용금의 응고 및 냉각속도의 차에 의한 응력으로 주물이
변형되는 경우가 있다. 이것을 방지하기 위하여 아래 그림과 같이 목형에 덧붙임을 두어 주형을 제작하면 덧붙임의 해당 부위에
생긴 금속의 지지부가 주물의 변형과 균열을 방지할 수 있다.
-
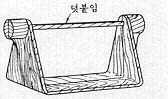 목형의 덧붙임
목형의 덧붙임
2-5 목형의 검사와 정리
주물제품의 설계도에서 현도를 작성하고, 이 현도에 따라 목형이 제작되며, 목형을 사용하여 주형제작이 이루어진다.
이때 다음 과정으로 넘어가기 전에 검사하여 오류를 사전에 시정하는 것이 경제적 손실을 줄이는 방법이다. 따라서
목형을 현도와 대조하면서 중심선과 기준치수를 측정하고, 이 선으로 부터 각부의 치수를 측정한다. 수축여유, 가공여유,
core print 및 rounding 등이 적절히 고려되었는가를 검토하고, 각 목형에 card를 준비하여 제품번호, 기계명, 주문번호
및 도면번호 등을 기입하여 보관함으로써 다음 사용에 편리를 기한다. 그리고 목형을 보관할 때 부식과 충식(蟲蝕)
에 대한 대책도 취해야 한다.
|
{kind=link}