|
РЮРхМКЧќЙ§(ькэхрїћЁлі; stretch forming):
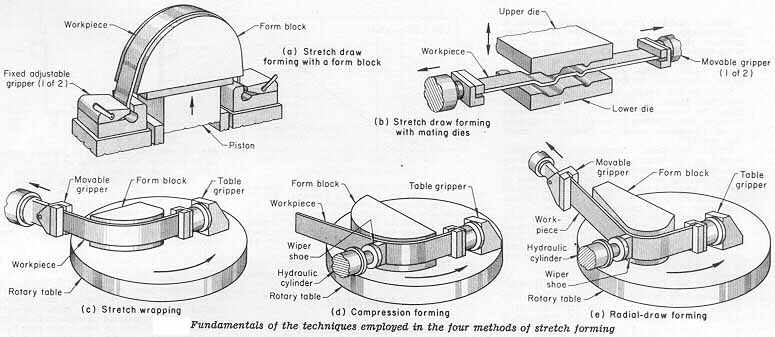
Stretch forming equipment produces complex shapes by stretching a metal sheet, plate or extrusion over a form die.
Stretch formed parts provide better shape control and surface quality than rolled or drawn parts. The stretch forming
process subjects a metal blank to both plastic and elastic deformation. First, the blank is positioned on a die
table and locked into place with hydraulic holding jaws. A ram-driven punch then stretches the material over the
die to produce the desired shape. When the workpiece is unloaded, the plastic component of deformation is retained.
Some stretch forming equipment is used to produce aluminum parts for the automobile industry or titanium parts for
aerospace applications. Stretch formed parts are also used in household appliances and various sheet metal applicat
ions.
There are two basic types of stretch forming equipment: longitudinal and transverse. Longitudinal equipment stretches
the workpiece along its length. Transverse equipment stretches the workpiece along its width. For both types of
stretch formers, specifications describe the jaws, die table, and hydraulic system. Jaw specifications include:
number of jaws, jaw width, distance between jaws, stroke per jaw, tonnage per jaw, jaw swing, and gripping pressure.
Die table specifications include: size and weight, minimum and maximum tonnage, workpiece length and width, tilt
angle, forming speed, and stroke. The hydraulic system for stretch forming equipment has two main parts: the power
unit and the ram. Motor speed, pressure, flow, and fluid type are important power unit parameters. Force, stroke,
open/close rate and pressing rate describe the ram. Hydraulic system specifications also include minimum and
maximum tension cylinder pull. With some stretch forming equipment, each arm is operated by its own cylinder.
|