![]()
![]()
|
2 장 모 형(교과서 p.4)
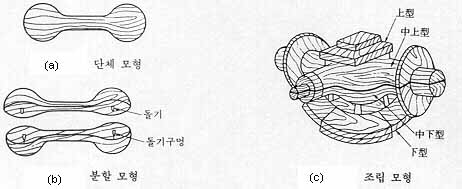
모형(模型; pattern)은 주형사를 다져서 주물의 형태와 같은 공간을 만드는 데 사용되는 것으로서 목재, 금속, plastics 및 wax 등이 있고, 이들의 선택은 주물의 크기, 정밀도, 수량 및 주조 방법에 따라 다르다. 모형은 반복하여 사용되기 때문에 마모되어 형태와 크기가 변할 수 있으며 모형재료, 모형제작, 모형을 이용한 주형제작 등에서 경제성도 모형의 선택에 중요한 기준이 된다. 주형에 주입된 용금은 응고 과정 및 응고 후 고체상태에서 수축하게 되고, 주물은 설계자의 지시에 따른 치수와 정밀도를 만족시키도록 절삭가공을 하여야 하므로 모형은 제품 설계도에 수축여유(收縮餘裕; shrinkage allowance)와 가공여유(加工餘裕; machining allowance)를 더하여 크게 만들어야 한다. 제품 설계도를 바탕으로 이상의 여유 및 모형제작에 필요한 사항을 고려하고 모형제작에 필요한 사항까지 기입한 모형제작도를 현도(現圖)라 하며, 이 현도에 따라 제작된 모형에는 형태에 따라 다음과 같이 분류할 수 있다. 2-1 모형의 종류 모형의 용도를 설명하면서 주형제작의 예가 제시되기 때문에 주형제작에 관한 설명을 별도로 두지 않으므로 여기에서 모형제작 방법까지 겸해서 공부하기 바란다. 주물의 형상을 갖고 주물 치수에 수축여유 및 가공여유를 부여하고, 필요에 따라 core print까지 붙인 모형을 현형(現型; solid pattern)이라 하며, 현형에는 아래 그림과 같이 단일체인 단체모형(單體模型; one piece pattern), 2편이 조합되어 모형을 이루는 분할모형(分割模型; split pattern), 3편 이상이 조합된 모형을 조립모형(組立模型; built-up pattern)이라 한다.
[2] 회전모형 주물의 형상이 어느 축에 대하여 회전 대칭일 경우, 축을 통한 단면의 반쪽 판을 축 주위로 회전시켜 주형사를 긁어내어 주형을 제작할 수 있는데, 이 회전판을 회전모형(回轉模型; sweeping pattern)이라 한다.
형상의 일부분이 연속되어 전체를 이룰 때 그 일부분에 해당하는 모형을 만들어 주형을 제작할 수 있으며, 이 모형을 부분모형(部分模型; section pattern)이라 하다. 큰 주물의 주조에서 모형재료와 가공비가 적게 들어 모형제작비가 절약된다. 그러나 주물 수량이 많을 때는 주형제작에 많은 시간이 소요되는 단점이 있다.
목재비를 절약하기 위하여 아래 그림과 같이 중요부의 골조를 만들고 공간은 점토 등을 채워 현형의 대용이 되는 모형을
골조모형 또는 골격모형(骨組模型; 骨格模型; skeleton pattern)이라 한다. 모형이 손상되지 않도록 취급에 주의를
요하며, 주물 수량이 많을 때는 모형제작과 주형제작에 많은 시간이 소요되는 단점이 있다.
아래 그림과 같이 목재와 가공비를 절약하기 위하여 긁기판을 사용하여 주형을 제작하기도 하는데 이 긁기판을
긁기모형(strickle pattern)이라 한다. 주형제작에 많은 시간이 소요되므로 주물 수량이 적을 때 사용된다.
회전모형도 일종의 긁기모형으로 볼 수 있으나 서로 구별되는 특징에 따라 다른 이름을 붙인 것이다.
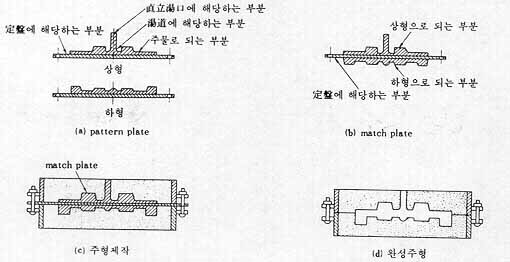
아래 그림과 같이 분할모형을 판의 양면에 부착하여 이것을 주형상자 사이에 놓고 상형과 하형을 각각 다져서 주형제작을
하는 데 편리하게 사용되며, 부착된 모형을 포함한 그 판을 match plate모형이라 한다. 일반적으로
1개의 주형에서 소형의 주물을 여러 개 얻고자 할 때 많이 사용된다.
모형이 판의 양면에 부착된 것을 match plate모형이라 하고, 판의 한 면에만 붙은 것을
pattern plate모형이라 하여 구별하기도 한다.
모형을 주형에서 뽑을 수 없는 부분만을 별도로 만들어 조립하여 주형을 제작하고, 모형을 뽑을 때에는 주형에 잔류시켰다가 새로 생긴 공간을 통하여 뽑아내는 부분을 잔형(殘型; loose piece)이라 한다.
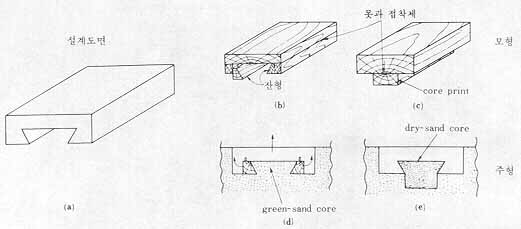
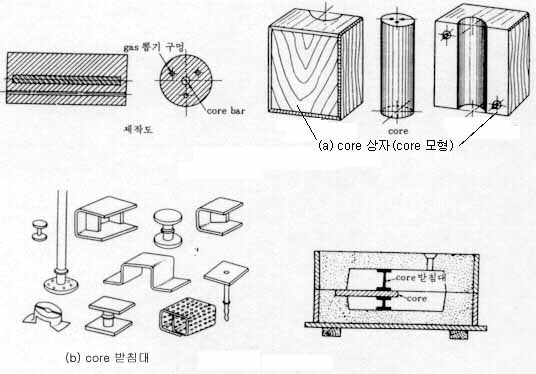
core는 주물에 중공부(中孔部)를 두기 위하여 주형의 공동부에 삽입하는 주형으로서 강도(强度), 내열성(耐熱性), 가축성(可縮性) 등을 고려하여야 한다. core가 작을 때에는 core용 사(砂)만을 다져서 만들고 있으나 치수가 커서 보다 큰 강도를 요할 때에는 그림과 같이 core 내부에 철심을 넣기도 한다. 주형에 core를 설치할 때 core의 부력 또는 core의 자중에 의한 core의 이동 또는 변형을 방지하기 위하여 core 받침대(chaplet)를 사용하는 경우에는 주물과 동일 재료의 core 받침대를 사용하는 것이 좋다.
2-2 모형의 재료
앞서 모형에서 언급한 바와 같이 모형재료에는 금속과 비금속이 있고, 비금속에서도 목재와 plastics와 같은 것들이
있으나 재료비와 가공의 용이성 때문에 주로 목재가 사용된다. 따라서 여기서도 목재에 관한 내용만을 취급토록 한다.
모형용 목재의 선택에서 목재값, 가공성, 강도, 모형의 내구성 및 주물수량 등이 고려 사항이 되겠으나, 소정의 주물을
얻는데 지장이 없는 범위에서 경제성에 관점을 둔다.
모형용 목재의 이상적 조건을 나열하면 다음과 같다.
[1] 목재의 조직과 성질
아래 그림과 같은 목재의 조직에서 중심부를 수심(髓心)이라 하며, 수심 주위부를 심재(心材)라 하는데,
심재는 조직이 치밀하고 흡습성과 변형이 적어 모형용으로 적합한 부위이다.
목재의 수축은 수종(樹鍾), 수령(樹齡) 및 벌채시기 등에 따라 다르고 목재의 방향에 따라서도 다르다. 수축률은 일반적으로 섬유방향, 반지름방향, 연륜방향의 순으로 증가하며, 아래 그림은 방향에 따른 상대적인 수축 정도를 변형으로 보여 준다.
목재의 균열은 아래 그림과 같이 A: 심할(心割; heart shake), B 및 D: 성할(星割; star shake), C: 윤할(輪割; ring shake), E: 전상할(電狀割; upset shake), F: 측할(側割; side shake)의 형태가 있으며, A, B, C, F는 보통 기후에서, D는 엄동에서, E는 운반중 충격에 의하여 생긴다.
목재를 건조시키는 목적은
수분을 증발시킨 목재의 무게에 대한 목재에 함유된 수분의 중량비를 함수율(含水率)이라 하며, 다음과 같이 표시한다.
인공건조법은 건조 시간은 단축되나 목재의 질이 다소 떨어지는 단점이 있다. 자연건조법에서 목재를 적치하는 가옥적법 중 평적법(平積法)은 인공건조법에서도 이용될 수 있다. 건조를 위한 전과정 중에서 한 과정이라도 인공적인 과정이 있으면 인공건조법이라 칭하기로 하여 다음과 같이 분류한다.
[3] 목재의 방부 목재가 부패하는 것은 주로 균에 의한 것으로서, 분비되는 효소에 의하여 섬유질이 용해되어 목질(木質)이 저하한다. 부패를 방지하기 위해서 온도, 수분, 산소를 부패균의 활동 조건 이하로 유지하여야 한다.
균의 활동 조건은 다음과 같다.
적극적인 방부법으로는 다음 방법을 채택할 수 있다.
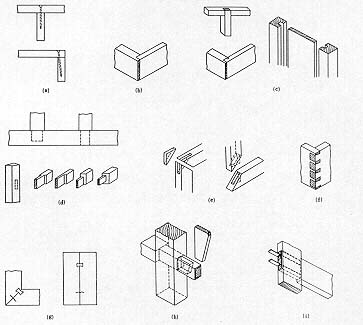
[4] 목재의 접합
모형을 제작할 때 큰 목재를 구할 수 없거나 목재비를 절약하기 위하여 또는 제작상의 편리를 위해
부재(部材)나 부분품을 접합하는 경우가 있는데, 접합방법은 다음과 같다.
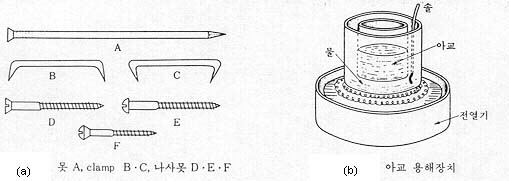
접착제에는 동물성 아교, 수지접착제 등이 있으며, 동물성 아교는 우피(牛皮) 또는 우골(牛骨) 등으로 제조되고 판상(板狀) 또는 봉상(棒狀)의 형태로 시판되고 있다. 이 판상 또는 봉상의 것을 냉수에 수시간 담갔다가 아래 그림과 같이 이중용기를 사용하여 60 °C 정도에서 용해시켜 사용한다. 접합하기 전에 목재의 접합부를 따뜻할 정도로 가열한 상태에서 적당한 농도의 아교를 바르고 접착시켜 6 ~ 7시간 동안 유지하는 것이 좋다. 수지접착제에는 초산비닐수지 접착제, 요소수지 접착제 및 석탄산수지 접착제 등이 있다.
1치(3.03cm)단면 각재로서 길이가 12자(3.636m)의 체적을 1사이, 즉 (두께 1치) X (너비 1치) X (길이 12자)의 체적을 1사이라 하고, 10자3을 1석(石), 즉 (두께 1자) X (너비 1자) X (길이 10자) = 10자3의 체적을 1석이라 한다. 판재(板材)의 면적은 6자평방(36평방자=3.305m2)을 1평(坪)이라 한다. 최근에는 판재의 면적 단위에 m², 각재의 체적 단위에 m ³의 사용을 권장하고 있다. 각재의 정의는 대략 너비가 두께의 3배 미만, 판재의 정의는 대략 두께가 6cm 미만이고 너비가 두께의 3배 이상이다.
일반적인 기성재의 치수는 다음과 같다.
|

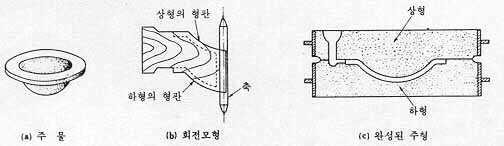 (a)의 주물을 얻기 위하여 (b)의 회전모형으로 (c)의 주형을 제작한다
(a)의 주물을 얻기 위하여 (b)의 회전모형으로 (c)의 주형을 제작한다


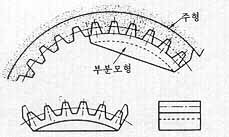 gear주물을 얻기 위한 주형제작용 부분모형
gear주물을 얻기 위한 주형제작용 부분모형
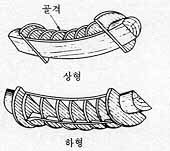 곡관주물을 얻기 위한 주형제작용 골조모형
곡관주물을 얻기 위한 주형제작용 골조모형
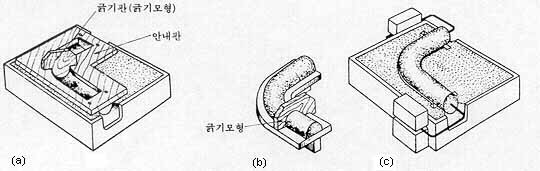 (a)는 안내판을 대고 긁기모형으로 긁어내며(상형,하형),
(a)는 안내판을 대고 긁기모형으로 긁어내며(상형,하형), 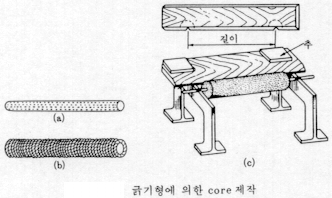 글기모형에 의한 core 제작
글기모형에 의한 core 제작
 core 제작 예
core 제작 예
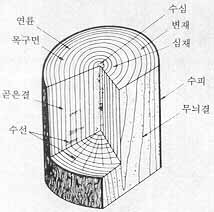 수피(樹皮): 수액이 많은 표피부분
수피(樹皮): 수액이 많은 표피부분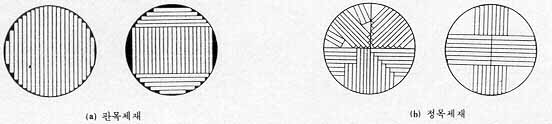 판목재 및 정목재의 제재방법의 예를 보여 준다
판목재 및 정목재의 제재방법의 예를 보여 준다
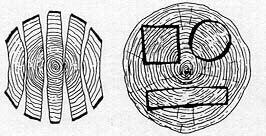 연륜방향의 수축률이 가장 크고, 다음에 반지름방향이며, 그림에서는 볼 수 없으나 섬유방향의 수축률이 제일 적다.
연륜방향의 수축률이 가장 크고, 다음에 반지름방향이며, 그림에서는 볼 수 없으나 섬유방향의 수축률이 제일 적다.
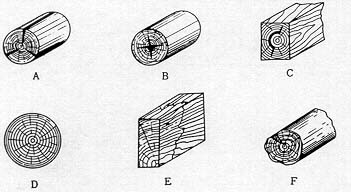 목재의 각종 균열
목재의 각종 균열
 가옥적법
가옥적법