|
8 장 기타 특수용접(교과서 p.158)
특수용접 중에서 전호(電弧; arc)를 이용한 용접은 3장의
☞ 특수 arc 용접에서
다루고, arc를 이용하지 않는 특수용접만을 여기에서 취급하기로 한다. 저자에 따라서는 특수용접 전체를 같은 단원에서
취급하고 있으므로 특수용접의 단원으로 공부하려면 3장의 arc 특수용접과 본장을 모아 하나의 단원으로 공부하기
바란다.
[1] electroslag 용접
그림과 같이 arc열이 아닌 wire(solid or flux-cored electrode)와 용제(溶劑; flux) 사이에
전기저항열(Q=0.24·E·I cal/sec)을 이용하여 모재의 접합부와 용가재(熔加材; filler metal)인
전극 wire를 용융시키고, 수냉동판(水冷銅板)을 위쪽으로 이동시키면서 연속주조방식에 의해
단층상진용접(單層上進熔接)하는 것을 electroslag 용접이라 한다.
용제속에서 wire로 된 전극과 모재의 하부 사이에서 arc가 발생하고, 이 열이 용제를 용해한 후
저항이 큰 slag가 형성되면서 arc는 사라지고 전기저항열에 의하여 용접이 진행된다. 모재의
두께에 따라 wire의 수를 정하고, 용제가 내재된 wire 전극(flux-cored electrode)이 사용되는 경우도 있다.
전류는 600A 정도, 전압은 40 ~ 50V, 용접속도는 0.2 ~ 0.6mm/sec 정도이다. 주로 저탄소강의 용접에
사용되나 중탄소강 및 고장력강을 비롯한 stainless 강 등 광범위에 걸쳐 적용되며,
50 ~ 90mm 두께 정도의 용접이 가능하다.
이 용접의 특징을 들면 다음과 같다.
- 단층용접으로 완료할 수 있어 두꺼운 판의 수직용접에 유리하다.
- 홈가공 등을 할 필요가 없어 submerged arc 용접에 비하여 유리하다.
-
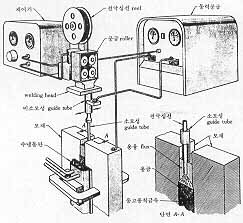 electroslag 용접장치
electroslag 용접장치
☜
|
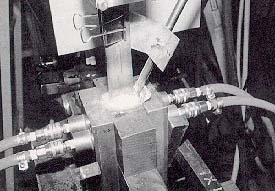 electroslag 용접 장면
electroslag 용접 장면
|
-
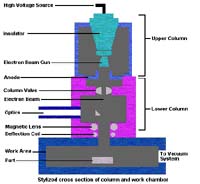
[2] 전자(電子) beam 용접
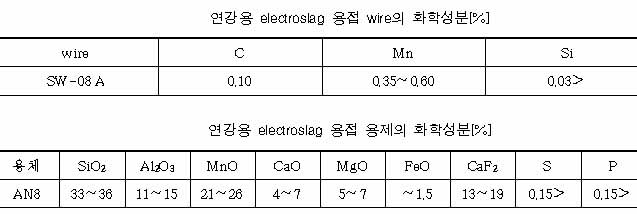
전자 beam 용접(electron beam welding)은 고진공(10-4 ~
10-6mmHg)실 내에서 적열(赤熱)된 filament로부터 방출된 전자가 용접부에
빛의 1/2의 속도로 충돌될 때의 운동 energy에서 발생하는 열을 이용하는 것이다.
이 용접기는 진공실 밖에서 제어할 수 있으며, 창을 통하여 용접진행 상황을 관찰할 수 있다.
10-3mmHg보다 높은 기압에서는 공간이 전리(電離)되어 방전(放電)현상이 일어난다.
용접속도는 200mm/sec 정도로 크며, 150mm 정도의 두께까지 용접할 수 있다.
이 용접법의 특징은 다음과 같다.
장점
- 가속된 강력한 energy가 전자 lens에 의해서 극히 좁은 부분에 방출되므로, 순간적으로 좁고 깊은
용입(熔入)을 얻을 수 있으며, 구멍뚫기나 절단에 더욱 유리하다.
- 얇은 것에서부터 두꺼운 것까지 적용범위가 크다.
- 대부분의 용접에서 용가재를 사용하지 않는다.
- 접합강도가 크다.
- 이종금속도 용이하게 용접한다.
- 가까이 접근할 수 없어 상용용접이 어려운 곳의 용접이 가능하다.
- 열영향부가 좁아 변형 및 수축이 적다.
- 고진공실 내에서 용접이 되기 때문에 외부로부터 용접부가 오염되지 않는다.
|
단점
- 진공실에 의하여 용접물의 크기에 제한을 받는다.
- 전문가적 기술을 요한다.
- Zn계 합금은 용접이 곤란하다.
|
-
 전자 beam 용접 원리
전자 beam 용접 원리
☜
|
 전자 beam 용접 원리의 animation
전자 beam 용접 원리의 animation
☜
|
[3] thermit 용접
산화철(FeO, Fe2O3,
Fe3O4)과 aluminum 분말의
혼합물을 thermit(thermite)이라 하며, 이것에 점화시키면
-
와 같은 강력한 화학반응을 일으켜 1분 안에 약
3000℃의 고열을 내며, Al은 산화하여
Al2O3가 되어 위에 떠오르고
용금(熔金)은 밑에 잠긴다. 점화제는 BaO₂와 Mg 분말의 혼합물이다. 이와 같이
발생한 열을 사용하는 용접을 thermit 용접이라 하며 큰 단조물, 주물, 관(pipe) 및 rail 등의 용접이나 수리에
이용된다. thermit용접에는 thermit 주조용접과 thermit 가압용접이 있고, thermit 용접의 특징을 열거하면 다음과
같다.
장점
- 전력이 필요 없다.
- 설비가 간단하여 설치비가 저렴하다.
- 작업이 간단하다.
- 용접변형이 적다.
- 용접시간이 짧다.
|
단점
- 접합강도가 낮다.
|
thermit 주조용접(鑄造熔接)은 아래 그림(a)와 같이 용접부의 홈에
paraffin이나 wax를 채우고 둘레에 사주형(砂鑄型)을 만든 다음, 열로 paraffin core나 wax core를 제거하고
공동부(空洞部)에 thermit에서 얻은 용금(熔金)을 주입하면 모재와 융합한다. 용접부가 클 때에는 홈을 800~
900℃로 예열하면 좋다. 이 방법은 축, gear, frame 등을 수리하거나
rail의 접합 및 기계부품의 마멸부(磨滅部)를 보수할 때에 이용되고, 불필요한 부분은 gas 절단, 연삭 또는 다른 기계가공으로
제거한다.
thermit 가압용접(加壓熔接)은 그림(b)와 같이 모재의 단면을 맞대어 접촉시키고, thermit
반응으로 생긴 slag와 용금을 주위에 부어 가열한 후 가압하여 용접을 행하는 방식이다. 이 때 높은 온도의 응고점을 갖는 slag가
먼저 주입(注入)되고 용금이 다음에 주입됨으로써 용금과 피용접물의 직접 접촉을 막고, slag를 통한 열전도에 의하여 피용접재가
가열된다.
-
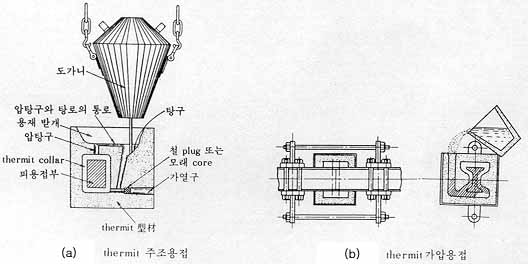 thermit 용접
thermit 용접
-
 thermit 용접 현장사진
thermit 용접 현장사진
☜
[4] laser beam 용접
laser는 빛의 증폭기(增幅器; light amplifier)를 말하며, 정확한 어원은 유도방사(誘導放射)에 의한 빛의
증폭기(light amplification by stimulated emission of radiation)이다. 그림과 같이
크세논 섬광관(xenon flash tube)에서 발생하는 섬광(flash)이
rubby 결정(結晶, Al2O3+15% Cr)
중의 Cr 원자에 의하여 자려발진(自勵發振)이 일어나고, 결정을 지나는 중에 증폭되어져 아주 격렬한 빛으로 된다.
이 빛을 lens를 통하여 집중시킨 열 energy를 이용한 용접을 laser 용접이라 한다.
이 용접의 특징은 다음과 같다.
-
- 진공실이 필요없다.
- 좁고 깊은 접합에 적합하며, 특히 얇은 부품의 용접에 유리하다.
- 변형과 수축이 적다.
- 용접속도가 크고, CNC 등에 의한 자동화가 쉽다.
- 가까이 접근할 수 없는 부재(部材)의 용접을 할 수 있다.
- 다양한 재료의 용접이 가능하며, 용접재가 부도체인 경우도 용접이 가능하다.
- 미세정밀(微細精密)용접을 할 수 있다.
- 대부분 용가재를 사용하지 않고 모재의 합금화에 의한다.
- 이종재료의 용접도 성공적으로 수행할 수 있다.
 plastic의 laser 용접 모형
plastic의 laser 용접 모형
 보충(2매) 보충(2매)
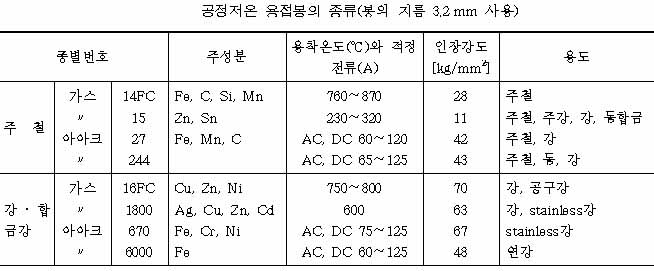
[5] 저온용접(共晶低溫熔接)
2개 이상의 금속이 용융상태에서는 균일한 융액(融液)이 되나 냉각시에는 어느 일정온도에서부터
2종 이상의 결정이 생겨 응고점 이하의 고체에서 2개 이상의 결정립(結晶粒)이 혼재된 것을 공정(共晶)이라 한다.
이 때 공정이 생기는 온도를 공정점(共晶點)이라 한다. 이와 같이 공정합금의 용융점이 공정합금이 아닌
금속에 비하여 낮다는 성질을 이용한 용접을 저온용접(低溫熔接; low temperature welding) 또는
공정저온용접(共晶低溫熔接)이라 한다.
이 용접에서는 모재를 예열하고 모재와 같은 계통의 공정합금인 용접봉을 사용하여 직류 또는
교류의 arc 용접 또는 gas 용접을 하며, 용제를 사용하여 산화를 방지한다.
이 용접은 용가재인 용접봉의 용융온도가 모재의 용융온도보다 낮으므로 일종의 납접이라고도 할 수 있다.
저온용접의 특징은 다음과 같다.
- 전력 및 gas의 소비량이 적다.
- 모재의 변형과 변질이 적다.
- 공정합금은 유동성이 좋고, 결정이 치밀하여 용접강도가 크다.
-
[6] 고상용접(壓接; pressure welding)
고상용접(固相熔接)은 접합면을 청정(淸靜)하고 기계적인 힘에 의하여 밀착시켜 원자와 원자의 인력(引力)이
작용할 수 있는 거리에 접근시켜서 접합하는 것을 고상용접이라 하며, 일명 압접(壓接; pressure welding)
이라고도 한다. 엄밀한 의미에서는 용접에 속할 수 없으나 접합한다는 공통적 의미에서 특수용접에 소속 시켰다.
고상용접에는 가열을 하지 않는 냉간압접과 가열하는 열간압접이 있으며, 열간압접에는
가열열원에 따라 전기저항용접, gas 압접, 단접, 마찰용접, 초음파용접 및 폭발압접 등이 있다.
☞ 맞대기저항용접과
☞ gas 압접은 앞에서
취급하였으므로 여기에서는 나머지의 압접에 관해서만 공부하기로 한다.
(1) 냉간압접(冷間壓接; cold pressure welding):
가열하지 않고 상온에서 150 ~ 300kg/mm² 정도의 압력을 가하여 2개 면간의 거리를
Å(1Å=10-8cm) 단위의 거리로 가까이 할 때 자유전자(自由電子)가 공통화 되고
공정격자점(共晶格子點)의 양 ion과의 인력으로 2개의 금속면이 결합한다는 것이다. 이 용접법에서는
접합면의 청정이 중요하며, 청정 후 1시간 이내에 접합 함으로써 산화막의 생성을 피한다.
이 용접법은 Al, Cu, Ag, Pb 및 각종 철강 등에 이용된다.
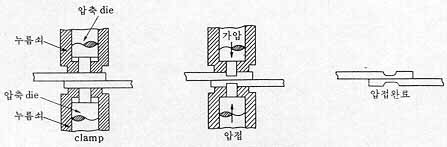 냉간압접
냉간압접
(2) 열간압접(熱間壓接; hot pressure welding):
금속을 소성상태로 될 때까지 화덕에서 또는 gas torch 등으로 가열한 상태에서의 타격이나
압력을 가하여 접합하는 것으로서,
일명 ☞ 단접(鍛接; forge welding)이라고도
한다. 주로 철강에 이용되나, 접합강도가 낮고 과열 또는 온도가 낮으면 접합상태가 불량하게 되는 등의 기술상의 문제
때문에 이용도가 낮다.
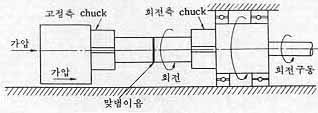
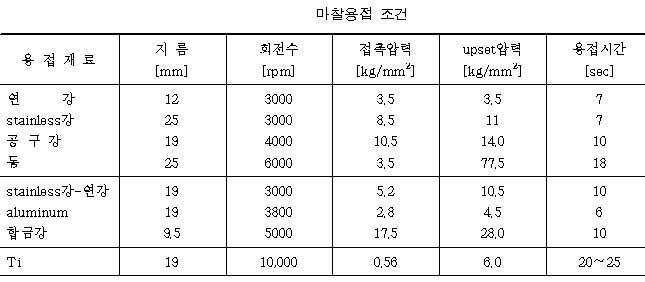
(3) 마찰용접(摩擦熔接; friction welding):
그림과 같이 접합면을 맞대고 압력을 가한 상태에서 회전을 시켜 접합부가 적당한 온도에 달했을 때 회전을 멈추고
가압력을 증가시켜 압접하며, 일명 마찰압접(摩擦壓接)이라고도 한다.
마찰용접의 특징은 용접부에 있는 산화물 등의 불순물이 마찰 중 밀려 나가기 때문에 접합강도가 크며 강과 동,
강과 aluminum, 강과 plastics, 동과 aluminum 등 이종금속(異種金屬)의 용접도 가능하다. 이 용접법은
자동차 valve, drill 등과 같이 고급 소재를 절약하거나 별도로 제작하여 용접하는 것이 편리할 때 이용한다.
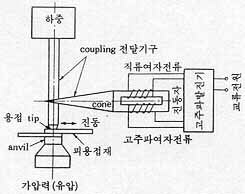
(4) 초음파용접(超音波熔接; ultrasonic welding):
그림과 같이 tip과 anvil 사이의 접합하고자 하는 소재면에 정하중을 가하면서10~75 kHz 이상의
초음파진동을 1~7sec 동안 주어 진동마찰열을 발생시켜 압접하는 방법이다.
발생열의 온도는 보통 융점의 1/3~1/2 정도로 용접부의 열영향이 적고,
필요 energy는 접합재의 두께와 경도에 따라 증가한다.
초음파용접은 금속 및 비금속을 비롯한 이종재료에까지 그 적용범위가 넓다.
진동과 열에 의하여 용접재의 계면에 있는 산화막 및 오염막이 파괴되어 금속간의 접촉상태에서
강력한 결합이 이루어진다.
tip과 cone(transducer)간의 coupling의 선택이 능률적인 작업에 중요하다.
Al, Al-Cu 등의 금속에는 0.01mm~2mm, plastics 에는 1~5mm의
얇은 제품의 용접에 이용된다.
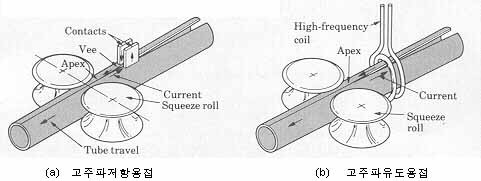
(5) 고주파용접(高周波熔接; high frequency welding):
고주파용접은 450kHz 정도까지의 높은 주파수를 이용한다는 것 외에는 전기저항용접의 seam 용접과 같다.
관의 맞대기 용접을 위하여 개발된 것으로 그림(a)에서와 같이 2개의 접촉자(contacts)를 통하여
성형된 관의 가장자리에 전류를 보내어 저항열로 가열시키고 roller로 압착함으로써 용접을
완료하는 고주파저항용접법과 그림(b)와 같이 성형된 관의 가장자리를 고주파유도열로 가열한 후 roller로 가압하여
용접을 완료하는 고주파유도용접법이 있다.
 고주파용접
고주파용접
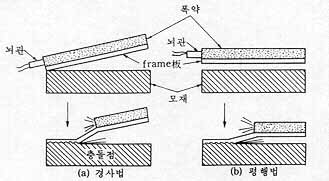
(6) 폭발용접(爆發熔接; explosive welding):
그림과 같이 화약의 폭발압력에 의하여 2개의 금속판을 접합하는 방법이며, 다른 고상용접에서와 같이
이종재(異種材)도 용접이 된다. 일반적으로 부식저항이 큰 판을 base metal에 접합하거나, 큰 면적의 접합을
요할 때 적용되며, 접합부에 있던 표면막은 액체가 되어 밀려 나온다. 이 용접법에는 경사법(傾斜法)과
평행법(平行法)이 있으며, 경사법에서는 상판(上板)을 3~30°로
경사시키고 그 위에 있는 폭약을 뇌관을 통해 점화시키면 폭발압력에 의한 충격에 의하여 소성변형을 하면서
압접된다. 평행법에서는 2판의 적당한 간격에서 경사법과 같은 방법으로 폭발시키면 된다.
폭발용접의 특징은 다음과 같다.
장점
- 이종금속을 포함한 다른 방법으로 용접이 어려운 재료의 용접을 할 수 있다.
- 접합강도가 크다.
- 6m ×2m 정도의 큰 면적의 용접도 할 수 있다.
단점
- 취급에 위험이 따르므로 훈련된 기술자가 필요하다.
 폭발용접
폭발용접
☜
[7] 용사(熔射; metallizing, metal spraying)
gas 화염 및 전기 arc 및 plasma arc를 열원으로 하는 용사 gun을 사용하여 Zn 및 Al과 같은
금속의 용액(熔液)을 금속 및 비금속의 표면에 100m/sec 정도의 압축공기로 분사시켜
0.25mm 정도의 층을 기계적으로 결합시키는 것이다.
용사는 내식성, 내마모성, 열전도도, 전기전도도, 단열, 절연 및 표면의 미려 등을 향상시키기 위한 목적에 이용된다.
용사장치에는 용선식(熔線式), 용봉식(熔棒式), 분말식(粉末式) 등이 있다.
용사전에 모재를 ☞ shot peening 및 grit blasting
등에 의하여 표면을 청정하고 거칠게 하거나 기계가공으로 홈을 냄으로써 밀착도(密着度)를 높이고 피막의 두께를 크게 할 수 있다.
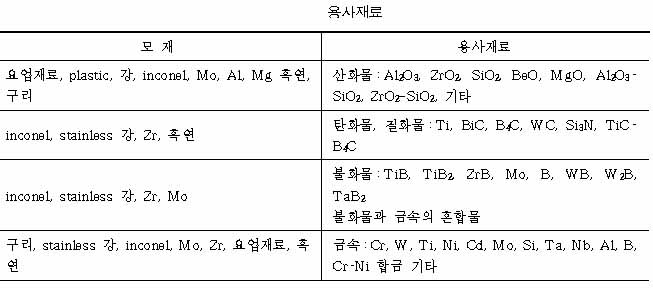
다음 표는 모재와 용사재료의 관계를 나타낸다.
-
-
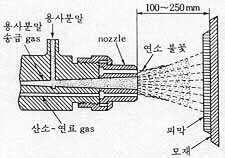 분말식 gas 용사장치
분말식 gas 용사장치
|
 용사 animation
용사 animation
☜
|
-
[8] plastic 용접
plastic에는 열가소성수지(熱可塑性樹脂; thermo-plastic)와 열경화성수지(熱硬性樹脂; thermosetting plastic)가
있으며, 열가소성수지는 열을 가하면 연화(軟化) 단계를 거쳐 유동하고 냉각시키면 초기의 상태가 된다.
전자가 plastic 용접에 사용되며, 후자는 용접이 불가능하여 접합제에 의한 접합, rivet 및 나사와 같은 기계적
접합법을 이용하여 체결한다. 여기에서는 열가소성 plastic의 용접에 대해서만 기술하기로 하며, 열풍용접(熱風熔接),
열기구용접(熱器具熔接), 마찰용접(摩擦熔接), 고주파용접(高周波熔接) 및 초음파용접(超音波熔接) 등이 있다.
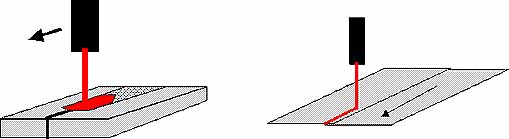
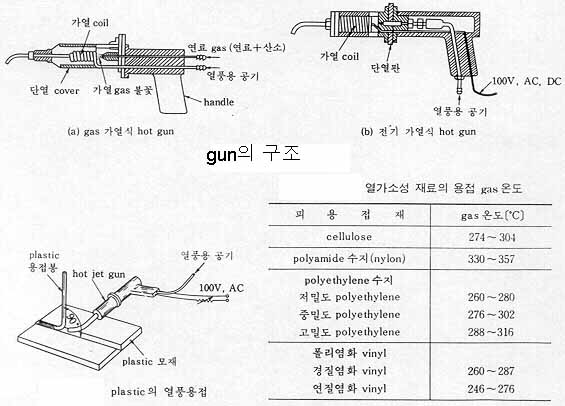
(1) 열풍용접(hot gas welding):
그림과 같이 gas 가열식 hot gun 또는 전기 가열식 hot gun을 사용하여 모재와 용가재(용접봉)를 가열하여 용융하고
용접봉을 눌러 붙인다. 근래에 gas 가열식 hot gun은 사용하기에 불편하기 때문에 거의 사용되지 않고,
주로 전기 가열식 hot gun을 사용하고 있다. 모재가 두꺼울 때는 홈을 파고 다층용접을 한다.
아래 그림과 표는 hot gun의 구조, 용접법 및 피용접재에 대한 열풍온도(熱風溫度)를 보인다.
|
 ☜ ☜
plastic 용접 장면
|
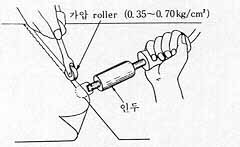
(2) 열기구 용접(heated tool welding):
그림과 같이 가열된 인두로 용접부를 가열하여 용접온도에서 압력을 가해서 용접을 행한다.
 열기구 seam 용접
열기구 seam 용접
(3) 마찰용접(friction welding):
2개의 plastics 재를 맞대어 회전시킬 때 접합부가 용융점에 달하면 회전을 멈추고 가압하여 용접을 완료한다.
이때 용접부의 강도는 모재의 것의 50 ~ 95%에 달하며, 이종(異種) plastic은 더욱 낮은 용접강도를 갖는다.
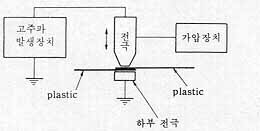
(4) 고주파용접(high frequency welding):
그림과 같이 2전극 사이에 절연체인 plastics 재를 넣고 통전하면 plastics의 분자가 격열하게 진동하여 발열한다.
이 열을 이용한 용접을 고주파용접이라 한다.
 고주파 (점)용접기의 원리
고주파 (점)용접기의 원리
|
 고주파 용접기로서 공압(空壓)을 이용
고주파 용접기로서 공압(空壓)을 이용
☜
|
(5) 초음파용접(ultrasonic welding):
열가소성수지(熱可塑性樹脂; thermoplastic)의 2개의 부품중 1개는 고정구에 고정하고 다른 1개를 그
위에 올려 놓은 후 위에 있는 부품에 horn을 통하여 20 KHZ 정도의 진동을 주므로써 마찰열을 발생
시켜 계면을 용융하고 응고시켜 체결한다.
초음파용접의 특징은 다음과 같다.
- 용융시간이 1초 이내이고 응고시간이 1 ~ 2초 정도로서 용접시간이 짧다.
- 소비 energy가 적다.
- 용접부가 청결하다.
- 용가제가 필요 없다.
- 용접신뢰도가 크다.
|
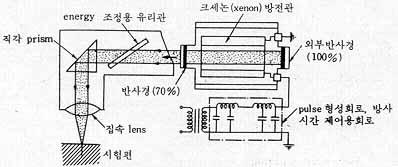 laser 용접의 원리
laser 용접의 원리
 laser 용접 예
laser 용접 예


 용접 전
용접 전
 용접 후
용접 후