![]()
![]()
|
10장 분말야금법(粉末冶金法; powder metallurgy)(교과서 p.97)
분말야금법은 용어 자체가 의미하는 바와 같이 용탕을 주형에 주입해서 제품을 얻는 주조에 속하는 것은 아니지만, 분말재료를 형에 넣고 고압력을 가하여 제품을 생산하는 것이 주조와 형식이 비슷하기 때문에 주조편의 끝에 삽입한다.
분말야금법에는 금속분말을 die에 넣고 고압으로 압축하여 제품을 생산하는 압축성형법(壓縮成形法)과 압력 및 융점 이하의
열을 동시에 가하는 고온가압성형법(高溫加壓成形法)이 있다. 또는 성형 후 열을 가하여 결합을 돕는 소결(燒結; sintering)
과정을 거치는 경우도 있다. 초기에는 전구의 tungsten filament를 만드는 데 이용되었으나, 최근에는 순금속, 합금, 금속과
비금속의 혼합물이 사용되며, 특히 철, 동, aluminum, 주석, nickel, titanium 등이 많이 사용된다.
이종(異種)의 금속 또는 비금속재료를 혼합함으로써 입자간의 결합강도를 향상시키고 필요한 성질을 부여한다.
금속분말에 중요한 사항은 입자의 크기, 형상, 입자분포, 물리적 성질, 화학적 성질, 유동성, 압축성, 밀도 및 소결성 등이다.
어느 금속이나 분말로 만들 수는 있으나 위에 열거한 성질의 적부(適否) 및 경제성으로 인하여 분말야금법을
이용하는 금속은 그리 많지 않다.
[1]분말제조(methods of powder production) 분말야금에 사용되는 입자의 입도, 입도분포, 형상, 순도 및 표면상태 등이 제품의 품질에 영향을 준다. 입자는 분쇄기(crusher), 회전 mill(rotary mill) 등에 의하여 0.1~1000㎛의 크기로 제조되며, 이 때 입자간의 접합을 막기 위하여 기름을 첨가한다. 또는 용금(熔金)을 orifice을 통하여 분사시켜 물에 적하(適下)시킴으로써 구상(球狀)의 입자를 얻는 방법도 있으나 입자가 크고, 절삭에 의하여 얻은 분말입자도 거친 것이 단점이다.
[2]합금 배합(blending metal powders) 제품에 물리적 및 기계적 성질를 부여하기 위하여 이종 재료의 크고 작은 입자를 조정하면서 균일하게 배합한다. 작은 입자를 적당히 첨가하면 성형된 제품의 밀도, 강도 및 탄성한계가 증가한다. 분말의 압축률을 향상시키고 금형과의 마찰을 줄여 입자의 유동을 돕기 위하여 흑연, 합성수지, 비누 등을 0.2 ~ 1.0% 첨가한다.
☞ press, ☞ 압연법, ☞ 압출법 및 ☞ 원심가압법 등으로 분말을 20~30ton의 하중하에서 소정의 형상 및 밀도로 성형한다.
성형한 것의 경도 및 강도를 크게 하기 위하여 융점의 0.7 ~ 0.8배의 온도에서 소결한다. 철은 1095℃, stainless 강은 1180℃, 동은 870℃, tungsten carbide는 1480℃ 정도에서 20~40min 동안 소결한다. |
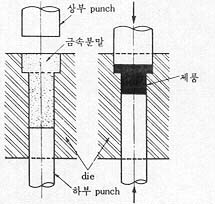 압축성형법
압축성형법