4 장 압출(押出; extrusion)(교과서 p.225)
|
가압(加壓) ⇒
|
|
|
←가압(加壓)
←가압(加壓)
|
Al, Cu, Mg, Pb 등 및 그 합금의 각종 단면재(斷面材), 관재(管材)를 얻을 때 소성이 큰 상태에서 billet을
container(chamber)에 넣고 ram에 강력한 압력을 작용시켜 die orifice를 통하여 밀어내는
가공을 압출(押出; extrusion) 또는 압출가공이라 한다. 압출이 되는 동안 die의 형상과 크기가 정해져 있으므로
제품의 단면은 일정하며 Al, Cu, Mg, Pb 등 재료의 거의 모든 단면재의 압출이 가능하다.
압출이 전에는 연질금속에 한정되었으나, 최근에는 각종 강재(鋼材) 및 특수강(特殊鋼)에도
적용된다. 압출에는 큰 압력이 필요하므로 일반적으로 열간압출(熱間押出; hot extrusion)을 시행하나,
연성이 큰 재료에 대하여는 냉간압출(冷間押出; cold extrusion)이 가능하다.
압출 제품의 특징을 들면 다음과 같다.
- 대형의 주괴를 수차에 걸쳐 압연할 것을 1회의 압출로 얻을 수 있다.
- 압연제품에 비하여 "강도/비중"의 값이 크다.
- 절삭성이 양호하다.
- 치수정밀도와 표면의 정도가 높다.
- 측면의 내외부에 rib를 둘 수 있다.
-
 hot extrusion
hot extrusion

|
 helical gear extrusion
helical gear extrusion
|
-
 압출에 의한 제품의 단면형상의 예
압출에 의한 제품의 단면형상의 예
☜
|
|
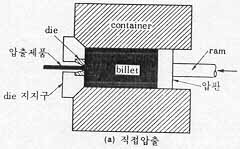
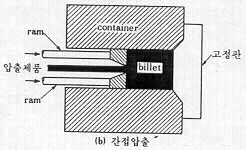
ram의 진행방향과 압출재의 유동방향에 따라서 직접압출(直接押出; direct extrusion)과
간접압출(間接押出; indirect extrusion)이 있다. 직접압출은 그림 (a)와 같이 ram의 진행방향과 압출재의
유동방향이 같은 경우로서, container 내의 billet이 전부 동시에 이동하기 때문에 container 벽과 billet 사이에
마찰에 의한 동력이 ram의 진행방향과 압출재의 유동방향이 반대인 간접압출에 비하여 크며, 압출시 직접압출에서는
20~30%의 billet이 container에 잔류하나 간접압출에서는 10% 정도까지 줄일 수 있다.
직접압출을 전방압출(前方押出; forward extrusion), 간접압출을 후방압출(後方押出; backward extrusion)이라고도
한다.
-
|
☜
|
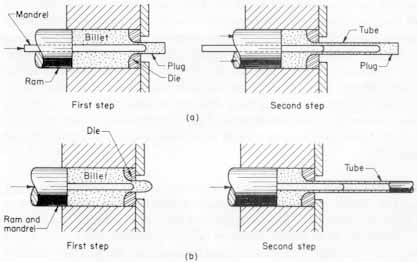
☞ 관제품은 여러 가지 방법으로
얻을 수 있으나 여기에서는 소성가공의 일종인 압출에 대하여 설명한다.
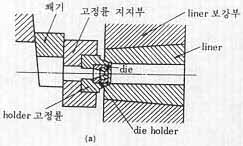
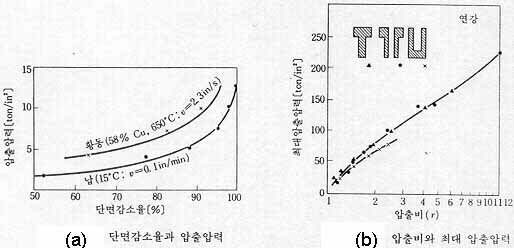
관의 압출에는 복동 press에서 아래 그림(a)에서와 같이 심봉(心棒; mandrel)이 먼저 작동하여
천공(穿孔; piercing)을 하고 압출하는 방법, 그림(b)와 같이 단동 press에서 심봉과 ram 이 동시에 작동하여
천공하고 압출하는 방법, 고압에서 접합이 잘되는 Al 및 Mg 등에는 그림(c)와 같이 spider mandrel을
사용하여 die의 출구부에서 접합되게 하는 방법 및 주조 또는 기계가공에서 구멍을 낸 billet을 사용하여
압출하는 방법 등이 있다. spider mandrel을 사용하는 압출에서는 윤활제가 접합을 방해하므로 윤활제를
사용할 수 없으며, 주조 또는 기계가공으로 구멍을 낸 것을 압출하면 구멍벽에 있는 산화막이 혼입될 수 있는
단점이 있다. 관재압출에서는 die와 mandrel의 동심을 유지하는 것이 중요하다
-
[1] 압출기와 die
압출기에는 1000 ~ 4000ton 정도의 압력을 가할 수 있는
☞ 유압 press로
되어 있는 것이 보통이고, 큰 것은 15000ton에 달하는 강력한 구조로 되어 있으며, 압출기에서 가장 중요한 부분은
container, ram, die 등이다. 동력은 유압식 press, toggle press, crank press 등이 제공하고, die는 강도, 내열 및
내마모성이 큰 W 강, Cr-Mo 강, W-Cr 강으로 되어 있다. die 구멍은 제품 지름이 25~65mm의 봉일 때에는 봉 지름의 0.94배,
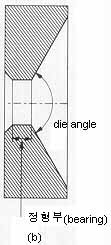
25mm 이하일 때에는 0.97배로 하는 등 제품의 치수보다 다소 작게한다. 정형부(整形部; bearing)의 길이를 짧게 하면
소재와 정형부간의 마찰이 적기 때문에 동력은 적게 소모되나, 정형부의 마모가 커져 수명이 짧게 된다. 정형부를
길게 하면 정형부의 수명이 커지고 제품의 치수가 정확하나, 동력 소비가 많다. container의 liner는 외측에 여러 겹으로
보강되어 있다.
-
 container, ram, die
container, ram, die
|
 die와 container의 설치
die와 container의 설치
|
 die
die
|
[2] 압출력에 영향을 미치는 인자
압출력에 영향을 미치는 인자에는 압출방법(직접압출 및 간접압출), 마찰, 압출비, 가공온도, 변형속도, die의
형상 등을 들 수 있으나, 이들은 독립적으로 영향을 미치는 것이 아니라 상호 관련성이 있어 복합적으로
영향을 준다.
(1) 압출방법:
그림에서와 같이 직접압출에서는 최대 압력치에서 die를 통하여 압출을 시작하여 점차 압력이 하강하고,
간접압출에서는 유출하는 동안 일정 압력을 유지하고 있다. 이것은 직접압출에서는 container 벽과 소재간의
마찰면적이 점점 작아지나, 간접압출에서는 어느 구간 동안 sliding 면적이 일정하기 때문이다. 또 container 내의
소재의 길이가 짧아지면 출구 바로 뒤의 소재가 출구쪽으로 빨려 들어가게 되면서 뒷부분에 깔대기 모양의
구멍이 생겨 ram의 면에 압력이 작용하지 않거나 적어지는 순간 압력이 급강하한다. 그 후 소재가 너무 짧아 유동이
어렵게 되면 압력은 급상승한다.
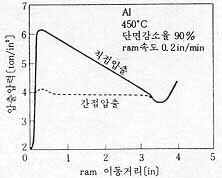 직접압출과 간접압출의 압력 비교
직접압출과 간접압출의 압력 비교
(2) 압출비, 압출온도 및 압출속도:
billet과 container 사이에 마찰이 없으며, 소재는 단면의 모든 위치에서 균일하게 변형한다고 가정한다.
압출 전의 소재의 길이를 Lo , 단면적을 Ao ,
압출 후의 것을 Lf , Af라 할 때
비압축성 재료로서
L。·A。=Lf·Af = V 이므로
압출비(extrusion ratio) r는 다음과 같이 표시할 수 있다.
-

압출비는 보통 10:1~100 : 1 이고, 연성이 큰 재료에 대하여 500:1 정도까지도 적용하며, Al에 대하여
지름 1mm~1m 정도의 압출제품을 얻을 수 있다.
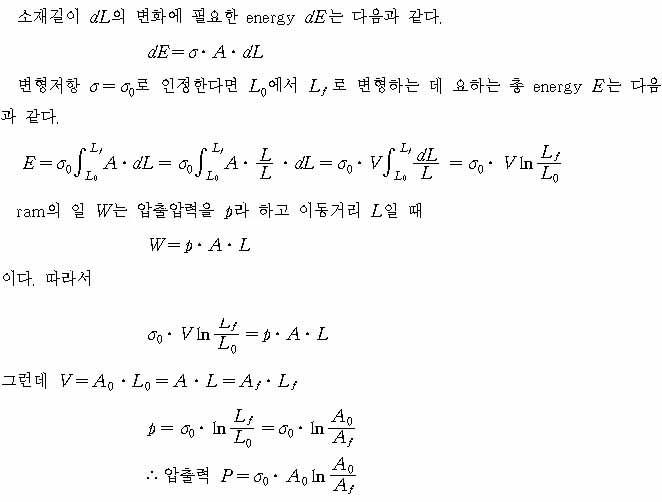
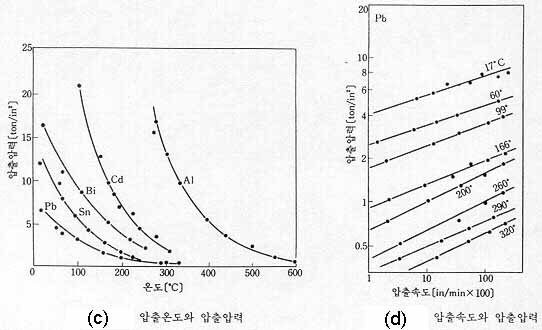
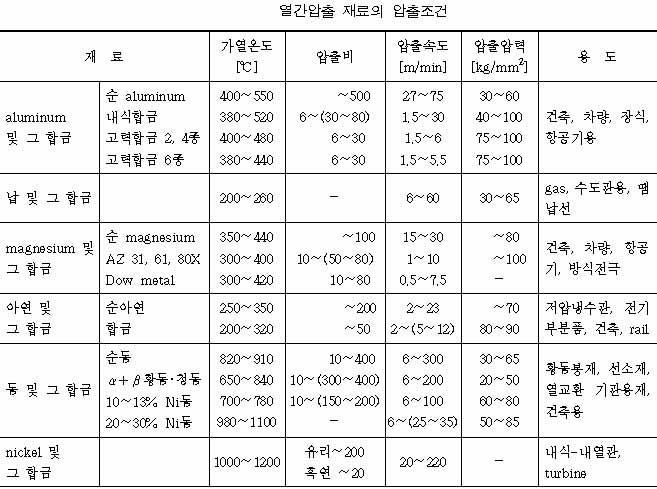
윗식은 이상적 가정에 의한 것으로서 실제 압출력의 50% 정도에 불과하다. 실제에서는 그림(a) 단면감소율과 압출압력,
그림(b) 압출비와 압출압력에서 보는 바와 같이 변형이 크면 가공경화 현상 등의 원인으로 압출압력이 상승한다.
그림 (c)에서와 같이 온도를 높게 하면 소재의 소성이 커져 압출압력은 감소하나, die의 온도가 상승하고 윤활이
곤란하게 되어 압출온도에 제한을 받는다. 그림 (d)에서는 압출속도가 커지면 압출압력이 증가하나 속도가 커지면 금속의
유동에 의한 자체 내의 발생열이 커지는 긍정적인 영향도 있다.
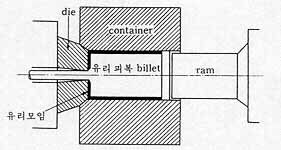
ram의 속도는 30m/min 정도이고 Al, Mg 및 Cu 등의 압출에서는 압출속도를 낮게 취하며, 강, Ti 및 내열합금 등의
압출속도를 크게 취한다.
금속의 유동에 의한 자체 내의 발생열이 상당히 크기 때문에 상한계(上限界)로
☞ 적열취성(赤熱脆性) 온도 이하를
취하는 것이 좋다. 아래 표는 각종 금속의 압출조건이다.
(3) 윤활:
Al, Cu, Zn 등은 열간압출에서 비교적 전연성(展延性)이 양호하기 때문에 윤활제를 사용하지 않고 압출할 수 있으나,
윤활제를 사용하여 die, container 벽면 및 관압출의 경우 mandrel과 die의 마찰을 감소시키고,
압출제품의 표면품질을 향상시키며, 압출력을 감소시킬 수 있다.
윤활제로는 등유 등에 흑연을 5 ~ 35% 정도 첨가하여 사용하고,
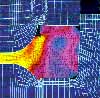
강(鋼)의 압출에서는 Ugine과 Sejournet에 의하여 공동 개발된 유리(glass)윤활이 있는데 그림과 같이 billet에 유리분말을
도포하고 container에 장입하여 압출을 시행하면 유리가 용해되어 윤활작용을 한다.
특히 유리윤활은 강, stainless 강, 합금 및 고온 금속의 압출에서 효과가 크다.
container와 die에 압출소재가 접착이 잘되는 경우에는 강도가 적은 연질재료인 Cu 및 연강을 container 벽에
lining하기도 한다.
냉간 충격압출에서는 billet을
15%의 H2SO4로 세척하고 인산염 피복을 한 후
압출을 하면 효과가 있다.
 유리 윤활법
유리 윤활법
압출에서 금속의 유동현상을 관찰하는 것은 제품의 성질 및 압출력 등을 파악하는 데 중요하고,
압출품의 결함과도 관계가 있다.
billet을 길이 방향으로 자르고 그 단면에 격자무늬를 새겨 다시 조합하여 압출한 다음 단면을 관찰하면
그림에서 보는 바와 같이 금속이 관 내의 유체 유동에서처럼 유동하는 것을 볼 수 있다.
A형은 container와 billet 사이에 윤활이 잘 되는 경우의 유선을 보여주는 것으로서, billet의 변형이
die 입구까지 균일하고, 유동을 하지 않고 정체되어 있는 dead zone이 적다. B형은 billet과 container 사이의
마찰이 상대적으로 큰 것으로서, 중심부와 container 벽 사이에서 속도차가 크기 때문에 외주의 금속은
유동이 잘 되지 않고 밀려 있다가 압출 끝에 가서 일시에 밀려 들어가면 압출결함을 가져올 수 있다.
 마찰에 의한 금속의 유선 특성
마찰에 의한 금속의 유선 특성
A형: chamber와 billet의 계면마찰이 적은 경우의 유선
B형: chamber와 billet의 계면마찰이 큰 경우의 유선
C형: 온도가 강하하여 billet의 강도가 증가한 경우의 유선
 die 내의 유동 상태 simulation
die 내의 유동 상태 simulation
☜
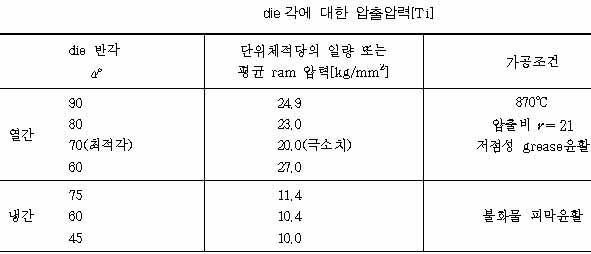
(4) die 각:
실험에 의하여 die 각이 작으면 표면층의 금속과 중심층의 금속간에 속도차에 의한 slip energy는 적어지나
die의 접촉면적이 커지기 때문에 마찰 energy가 커지고, die 각이 크면 앞에서와는 반대로 금속 자체의
slip energy는 커지고 die의 마찰 energy는 적어지는 것을 알 수 있다.
아래 표는 주어진 조건에서 die의 최적각을 보여 준다.
|
 internal mandrel을 이용한 관재압출
internal mandrel을 이용한 관재압출
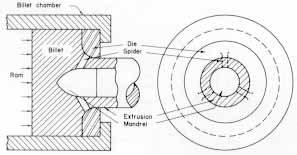 spider mandrel을 이용한 관재압출
spider mandrel을 이용한 관재압출

