|
8 Рх press АЁАј(press work)(БГАњМ p.250)
ЦЧРчРЧ МКЧќАЁАј(їљюЇрїћЁЪЅЭя; sheet metal forming)РЬ МвМКАЁАј СпПЁМ ТїСіЧЯДТ КёСпРЬ ХЉИч, ДйЗЎЛ§ЛъПы БтАшЗЮМ pressАЁ
ЛчПыЕЧДТ АцПьАЁ ИЙОЦ МвМКАЁАјРЧ ДыКаЗљЗЮМ ЦЧБнАЁАј(їљанЪЅЭя; sheet metal work, plate work)РЧ
РЧЙЬЗЮ press АЁАјРЧ РхРЛ ЕЮБтЗЮ ЧбДй. ШИРќПюЕПРЛ СїМБПюЕПРИЗЮ ЙйВйДТ crank БтБИПЁ РЧЧб crank press,
РЏОаПЁ РЧЧб РЏОа press ЕюРЛ ЛчПыЧЯПЉ die РЇПЁ ГѕРЮ МвРчИІ punchРЛ ХыЧЯПЉ АЁОаЧдРИЗЮНс МКЧќЧбДй.
pressПЁ РЧЧб ЦЧБнАЁАјРК ЙЋМіШї ИЙРИГЊ, РќДмАЁАј(юђгЈЪЅЭя; shearing), БСШћАЁАј(bending),
deep drawing, КЮСЖАЁАј(нЉ№СЪЅЭя; embossing), ОаРЮАЁАј(фтьдЪЅЭя; coining) ЕюРЬ БтКЛАЁАјРЬДй.
РќДмАЁАјРК МвМКАЁАјПЁ МгЧЯСі ОЪРИГЊ КЛРхПЁМ УыБоЧЯДТ И№Еч ЦЧБн МКЧќАЁАјПЁ МіЙнЕЧБт ЖЇЙЎПЁ ПЉБтПЁ ГжОњРИИч,
КЛРхРЛ ЦЧБн МКЧќАЁАјРЬЖѓ titleРЛ КйРЬСі ОЪАэ press АЁАјРЬЖѓ Чб РЬРЏЕЕ ПЉБтПЁ РжДй.
pressДТ БтСиПЁ ЕћЖѓ ПЉЗЏ АЁСіЗЮ КаЗљЧв Мі РжРИГЊ, ЕПЗТПјАњ БтБИПЁ ЕћЖѓ КаЗљЧЯИщ ДйРНАњ ААДй.
-

[1] press
-
(1) РЮЗТ(ьбеє) press
РЮЗТ pressПЁДТ БзИВ (a)ДТ МіЕП ЦэНЩ press, (b)ДТ МіЕП ГЊЛч press, БзИВ (c)ДТ СЗДф pressРЬИч,
РЬЕщ РЮЗТ pressДТ СжЗЮ ОуРК ЦЧРЧ АЁАјПЁ ЛчПыЕШДй.
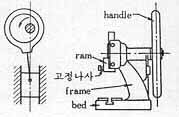 (a) МіЕП ЦэНЩ press
(a) МіЕП ЦэНЩ press
Ђа
|
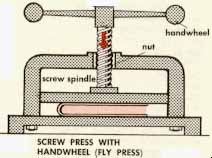
(b) МіЕП ГЊЛч press
|
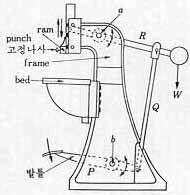
(c) СЗДф(№ыгЮ) press
|
-
(2) ЕПЗТ(дбеє) press
Ђб ЕПЗТ pressДТ
БтАш press(mechanical press)ПЭ РЏОа press(hydraulic press)ЗЮ КаЗљЧв Мі РжДй.
БтАш pressДТ РЯЙнРћРИЗЮ РлЕПМгЕЕАЁ ХЉАэ ЧрСЄ(stroke)РЬ ТЊРИИч, РЏОа pressДТ РлЕПМгЕЕАЁ ДРИЎАэ
ЧрСЄРЬ ХЉДй.
-
(2-1) БтАш press
БтАш pressПЁДТ crank press, ЦэНЩ press(eccentric press), crankless press, knuckle press, toggle press, ИЖТћ press ЕюРЬ РжДй.
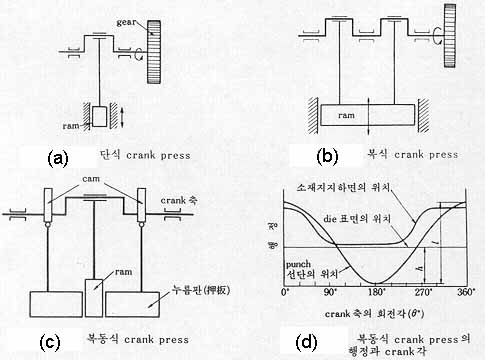
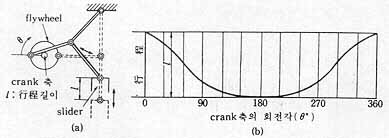
crank pressПЁДТ crankРЧ МіПЁ ЕћЖѓ БзИВ(a), (b)ПЭ ААРЬ ДмНФ crank press(single crank press)ПЭ
КЙНФ crank press(double crank press)АЁ РжРИИч, МвРчОаЦЧРЧ РЏЙЋПЁ ЕћЖѓ ДмЕПНФ crank pressПЭ
БзИВ(c)ПЭ ААРК КЙЕПНФ crank pressАЁ РжДй. БзИВ(d)ДТ КЙЕПНФ crank pressПЁМ crankРЧ ШИРќАЂПЁ ДыЧб punchРЧ ЧрСЄРЛ КИПЉ СиДй.
 crank press
crank press
Ђа
ЦэНЩ press(eccentric press)ДТ БзИВАњ ААРЬ ramРЛ ШИРќПјЦЧЛѓРЧ ЦэНЩ pinАњ ПЌАсЧЯПЉ crankРЧ ПЊЧвРЛ ЧЯДТ pressРЬДй.
 ЦэНЩ press
ЦэНЩ press
Ђа
crankless pressДТ БзИВАњ ААРЬ СжУрРК frameПЁ ГЂПіСЎ РжАэ ЕПЗТРЛ РќДоЧЯДТ gear УрПЁДТ ЦэНЩЕШ
bossАЁ ГЂПіСЎ РжОю gearРЧ ШИРќПЁ РЧЧб СжУрРЧ ШИРќРК ЦэНЩ bossИІ ХыЧЯПЉ ПЌАсКРРЛ СїМБПюЕПНУХВДй.
 crankless press
crankless press
Ђа
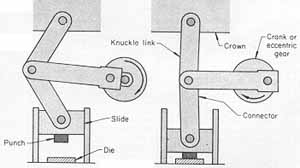
knuckle pressДТ БзИВАњ ААРЬ ЦэНЩ gear ЖЧДТ flywheelРЧ ШИРќПюЕПРЛ crank БтБИПЁ РЧЧЯПЉ
СїМБПюЕПРИЗЮ ЙйВйАэ, РЬИІ knuckle БтБИИІ РЬПыЧЯПЉ ram(БзИВПЁМДТ slideЗЮ ЧЅНУ)ПЁ РЯСЄ ЧрСЄРЧ СїМБПюЕПРЛ НУХВДй.
 knuckle press
knuckle press
Ђа
|
|
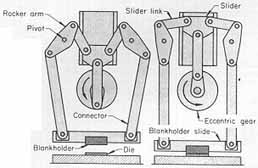
toggle pressДТ БзИВАњ ААРЬ crankРЧ ШИРќПюЕПРЬ Мі АГРЧ linkИІ АХУФ punchПЁ ЕПЗТРЛ РќДоЧбДй.
МгЕЕАЁ ДРИЎБт ЖЇЙЎПЁ АЁАјЙАПЁ УцАнРЛ СжСі ОЪАэ АЁАјЧрСЄРЧ ГЁПЁМ ХЋ ШћРЛ ЙпЛ§ЧЯАэ, punchАЁ blank holderРЧ
РлПыБюСі ЧЯБт ЖЇЙЎПЁ
Ђб ХИЙп(ішкћ; blanking), ХИАј(ішЭю; punching)
Йз
Ђб ОаУтАЁАј
ЕюПЁ ИЙРЬ ЛчПыЕШДй.
 toggle press
toggle press
Ђа
|

|
ИЖТћ press(friction press; friction screw press)ДТ БзИВАњ ААРЬ ШИРќЧЯДТ ИЖТћТїИІ СТПьЗЮ РЬЕПНУФб МіЦђИЖТћТїПЭ БГДыЗЮ СЂУЫНУХДРИЗЮНс
ГЊЛчПЁ АэСЄЕШ punch sliderИІ ЛѓЧЯ ПюЕПНУХВДй. sliderАЁ ЧЯАЧЯИщ flywheelРЮ ИЖТћТїРЧ ПмСжПЁМ СЂУЫЧЯЙЧЗЮ
МіЦђТїРЧ МгЕЕАЁ ФПСЎ sliderРЧ ЧЯАМгЕЕАЁ ФПСјДй. ИЖТћ pressДТ ИЖТћТїРЮ flywheelПЁ РњРхЕШ energyИІ 1ШИРЧ
РлОїПЁ РќКЮ МвКёЧЯЙЧЗЮ deep drawingАњ ААРЬ ЧрСЄРЧ СпАЃКЮПЁМ СжЗЮ АЁАјЧЯАэ Бз РќШФПЁМДТ ХЋ ЧЯСпРЬ АЩИЎСі
ОЪДТ АцПьПЁДТ КЮРћДчЧЯИч, МКЧќ, БСШћАЁАј,
Ђб ОаРЮАЁАј(фтьдЪЅЭя), КЮСЖАЁАј(нЉ№СЪЅЭя)
ЕюПЁ СжЗЮ ЛчПыЕШДй.
 ИЖТћ press
ИЖТћ press
Ђа
-
(2-2) ОзОа(фћфт) press
ОзОаРЛ РЬПыЧЯПЉ sliderИІ ПюЕПНУХАДТ pressЗЮМ, РЏОаНФАњ МіОаНФРЬ РжАэ Бз БИСЖДТ АХРЧ ААДй. ЧрСЄРЛ РгРЧЗЮ
СЖСЄЧв Мі РжАэ, ЧрСЄПЁ АќАшОјРЬ ХЋ ШћРЛ ГО Мі РжРИИч, БзИВРК МіОа pressРЧ ПјИЎИІ КИПЉ СжИч, БтБИДТ
ОеПЁМ МвАГЧб ДмСЖБтАшРЧ Ђб МјМіМіОа pressИІ
ТќАэЧЯБт ЙйЖѕДй.
 ОзОа pressРЧ ПјИЎ
ОзОа pressРЧ ПјИЎ
Ђа
|
 ОзОа press
ОзОа press
|
|