|
[2] 열간압연(熱間壓延)과 냉간압연(冷間壓延)(교과서 p.219)
☞ 분괴압연을
비롯한 많은 변형을 요하는 작업에서는 열간작업을 하며, 상대적으로 잔류응력이 적으나 표면이 거칠고
정밀한 치수가 얻어지지 않는다. 반면에 냉간압연에서는 제품의 기계적 강도가 향상되고, 표면이 고우며,
치수가 정확하고, 주로 박판(薄板) 및 대강(帶鋼) 등에 사용된다. 그러나 냉간압연에는 소요동력이 크고, 내부응력이
커지며, 가공경화(加工硬化; work hardening)에 의한 취성(脆性; brittleness)을 동반하므로 냉간압연재를
☞ bending이나
☞ deep drawing에 사용할 때는
☞ 풀림(燒鈍; annealing)처리를
하여 내부응력을 제거하고 연화시켜야 한다.
-
[3] 압연조건
(1) 압연속도:
압연속도가 점차 증가하는 추세에 있으나, 어느 한계에 달하면 roll의 온도 상승에 대한 냉각이 문제가 된다.
압연속도가 큰 대강압연(帶鋼壓延; strip rolling)에서는 수용성유제(水溶性油劑, 물 95%)를 분사하여 냉각시킨다.
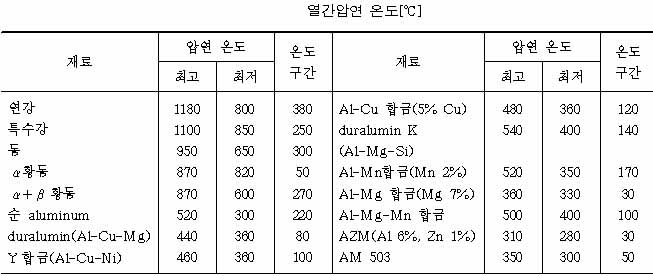
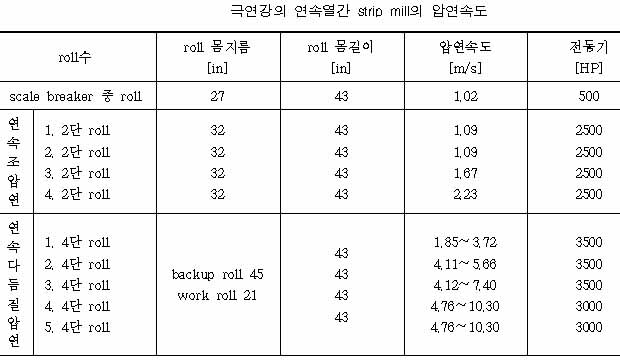
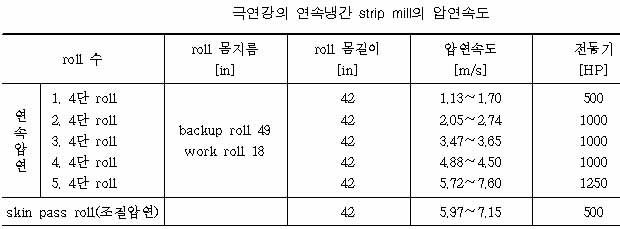
아래 표는 열간 및 냉간의 압연속도와 동력의 예이다.
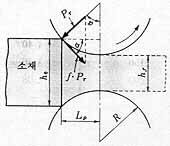
아래 그림에서 소재의 높이를 h。, 입구에서의 속도를 v。라
하고, 출구에서의 것을 hf, vf로 하며,
입구와 출구 사이의 임의 위치에서의 것을 h 및 v라 한다. 압연 중 폭의 변화가 없는 것으로 하여 b로 놓고,
비압축성 재료라 하면 다음 식이 성립된다.
-

-
그런데
h。> hf이므로
vf > v。로 되며,
압연이 진행되면서 입구에서 출구로 갈수록 압연속도가 증가한다는 것을 알 수 있다.
입구측에서는 소재의 유동속도보다 roll의 속도가 커서 slip이 생기고, 출구측에서는 소재의 유동속도가
roll의 속도보다 커서 slip이 생기며, 중간 어느 점에서 소재와 roll의 속도가 같아 slip이
없는 점이 있을 수 있다. 이 점을 등속점(等速點; no-slip point; # 이론적 해석:
☞
 신판 기계공작법, 서남섭 저 p. 230 - 232 참조)이라 한다. 신판 기계공작법, 서남섭 저 p. 230 - 232 참조)이라 한다.
(2) 압하량, 압연압력 및 압연동력:
-
roll과 소재간의 마찰력에 의하여 소재가 자력(自力)으로 공급되기(압연개시) 위한 조건을 구하기 위하여
마찰계수를 f, 마찰각을 ρ라 하면

 ☜ ☜
윗식에서 P가 일정하다면 R이 작을수록 압연압력 p가 증대되는 것을 알 수 있다.
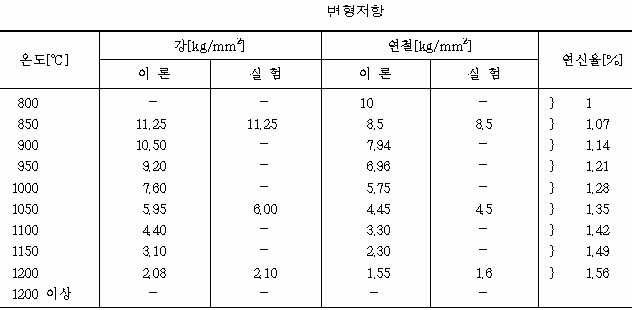
이때 p는 소재의 변형저항보다 커야 한다. Geuze가 제시한 열간에서의 온도에 따른
변형저항은 아래 표와 같다.
roll이 탄성변형을 받아 R이 R'로 변한다면 총압연압력 P는
-

단
b는 압연폭, p는 압연압력, α는 접촉각이다.
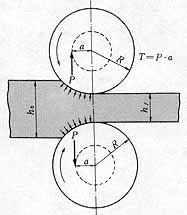
압연에 요하는 torque와 동력을 계산하기 위하여 그림에서와 같이 roll의 축심(軸心)에서
a(cm)인 거리에 총압연압력 P(kg)가 작용한다고 하면 2개의 roll를 회전시키기 위한
torque T는
-
T=2P·a
이며, roll의 회전수를 n(rpm)라 하면 일량 W는
-
W=2(2πa·n·P)=4πa·n·P
이다. 따라서 동력 N(HP)는 다음과 같다.
-
|
|
윗식은 금속을 변형시키는 데 요하는 동력이며, 원동기의 동력손실과 원동기에서
roll까지의 동력전달 과정의 마찰손실 등은 별도로 계산하여야 한다.

단
무늬 있는 roll로 냉간압연할 때 λ′=0.43, 평활한 roll로 냉간압연할 때 λ′=0.48
이상의 Larke와 Ford의 식에서 torque arm의 길이 a를 계산할 수 있다.
  roll의 변형 roll의 변형
강재의 열간압연에 대한 마찰계수는 0.20 ~ 0.70 정도이고, 냉간에서는 0.03~0.12 정도이다.
또한 압연에 영향을 주는 인자는 roll 지름, 금속변형저항, 마찰계수 외에 전방인장과
후방인장 등이 있다. 그림과 같이 후방 인장력을 작용시키면 압연압력이 감소되는 것을 알 수 있고,
제품이 매끈하게 되는 장점도 있다.
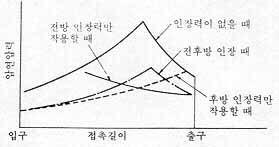 압연방법이 압연압력에 미치는 영향
압연방법이 압연압력에 미치는 영향
(3) 윤활 및 냉각제:
-
철합금의 열연(熱間壓延)에는 윤활제로서 흑연 등을 사용하고, 냉각수를 15kg/cm²정도의
압력으로 분사하여 roll을 냉각시킨다.
냉연(冷間壓延)에서는 수용성유제를 사용하여 roll과 압연재간의 마찰과
소요동력을 감소시키고 압연재의 표면을 곱게 하며, 발생하는 열을 제거한다.
|