|
[4] drawing(������ p.265)
��� blank�� ������(�����), ������(������) �� �ݱ���(��Ϲ��) ���� ������ ����
��⸦ �ָ��� ���� ������ ���� press���� punch�� die�� ����Ͽ� �����ϴ� ������ drawing�̶� �Ѵ�.
����� drawing�̶� press�� ����ϴ� drawing, �� press drawing�� �ǹ��ϹǷ� �տ��� ������
�� �ι�(����)�̶� �ǹ��� drawing�� ȥ�� ���� �ٶ���.
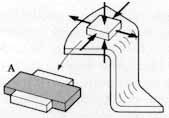
�� drawing ��ǰ�� ���μ�
�������� ���� �� �� �ִ� ���� ���
����, �ķ�ǰ ���, ����� ���, �ξ� sink, �ڵ��� ���� tank ���� �ִ�.
����� ���̰� �������� ���� ����� drawing�� shallow drawing�̶� �ϰ�, ���̰� �������� ū �����
drawing�� deep drawing�̶� �����ϴ� ��찡 ������, �Ϲ������� ���� ���� drawing�̶� �� ���� ����Ѵ�.
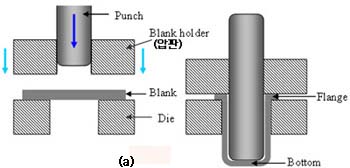
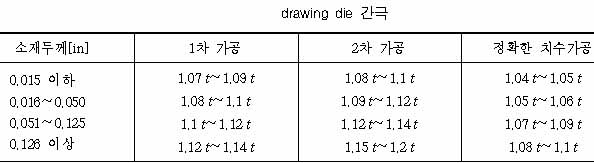
������ drawing�ϴ� ����� ���� ��� �������� blank�� ���� ���¿��� punch�� �ϰ���Ű�� ����� die�� punch
���̿��� ���ֹ������� ����ǰ� ������ �������� �ſ�(����)�Ǵ� �ݼ������� �Ѵ�. �̶� ���Ǿз��� ������ϸ�
flange�� �ָ��� ����� ����, ���Ǿз��� �ʹ� ũ�� �Ŀ��� �� �ִ�.
|
 flange �� ����
flange �� ����
��
|
deep drawing���� �߿��� ���ڴ� �DZ��� ����, drawing��, punch�� die�� �� ������, ���Ǿз�, ���� �� ��Ȱ�̴�.
[4-1] die�� punch
die���� ����(����)�� ���� �ܵ��� die�� ������ ���� ������ die�� �ִ�.
�ܵ��� die������ �� (a)�� ���� blank�� die ���� ���� punch�� �ϰ���Ű�� �� (c)�� ���� ����
�����Ǿ� die�� �ϴܺ�(��Ӯݻ)������ springback�� ���Ͽ� punch�� ��ǰ ���̿� ������ ����Ƿ� ��ǰ��
������ ��������.
-
 �ܵ��� die
�ܵ��� die
������ die������ ������ punch���� ���� �ϰ��Ͽ� ���縦 ������, ������ punch�� �ϰ��Ͽ� drawing�� �ϸ�,
�Ʒ��� ��(b)�� �������� ������ 2������ ��ġ�Ǿ� ������ ���ǰ� �߰� punch�� blank�� �����, �� ���� �߰� punch�� ���� ������
�ϰ� �߽ɿ� �ִ� punch�� �ϰ��Ͽ� drawing�� �Ѵ�. punch�� ������ ���� ���Ⱑ �� ��ǰ�� punch����
���� ���� �� �ְ� �Ѵ�.
-
|
(b)
|
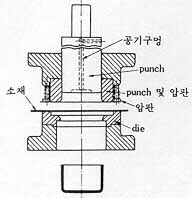
�غ����� die������ ���� ���� punch�� �����Ǿ� �ְ� die�� �ϰ��ϸ� knock-out�� ����ϸ鼭 ������
�ϰ��Ͽ� drawing�� �̷������. drawing�� �Ϸ�Ǿ� die�� ����ϸ� knock-out spring�� ���Ͽ� ��ǰ�� �з� ������.
���� �ʱ�� ������ �з��� ������ ������ ����ʿ� ���� ���� �����ϱ� ������ ���ؾз��� ���ϱⰡ ����ϹǷ�
�ַ� ���� ��ǰ�� drawing�� �̿�ȴ�.
-
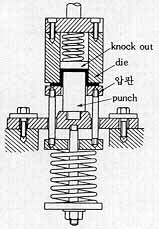 �غ����� die
�غ����� die
(1) die �� punch�� nose ������:
�� (a)���� die�� nose ������ rd�� punch�� nose ������
rp�� Ŀ���� blank�� ���������� ���ҵǾ� drawing�� �����ϳ�,
�ʹ� ũ�� blank�� ���� ������ �� �ָ��� �����, �ʹ� ������ ���庯���� Ŀ���� ����
������� ������ �ʹ� ���ϸ� �Ŀ��ȴ�.


drawing die�� rd�� punch�� rp��
drawing ���� ��ġ�� ����
|
|
 punch�� die�� �� ��������
punch�� die�� �� ��������
�ʹ� ���� ���� �Ŀ�
(2) die�� punch ������ ����(����):
die�� punch ������ ������ ������ �β� �� die�� punch ������ ������ ���̱� ���� ������ ���̸�,
�� ������ ����β��� 7 ~ 20% �����μ� ������ ���� �� ���������� ���� �ٸ���.
������ �ʹ� ������ ���ܰ����� �� �� �ְ�, ������ �ʹ� ũ�� blank
�ܰ��� �������� ���Ͽ� rim ��ó�� �� �β��� ũ�ԵǴ� �� �ұ����ϰ� �ȴ�.
�̿� ���� ������ �ʹ� Ŀ�� ����� �ұ����� �� �β��� �����ϱ� ���Ͽ� ���� ����
die�� punch�� ������ drawing�� ��ǰ�� ���β����� �۰� ���Ͽ� ���� �β��� �κ���
��� �ϸ鼭 �����ϰ� �ϴ� ������ ironing �̶� �ϸ�, ���ÿ� ���̵� �þ�� redrawing�� �ȴ�.
|
 ironing
ironing
|
(3) earing:
�п����� ����� ���⼺�� ���� �ֱ� ������ deep drawing�ϸ� �Ʒ� �������� ���� ������ ���̷� ������
�ܸ�(Ӯ��)�� ���� �ȴ�. �� ������ ��(�ۡ��; earing)�̶� �ϸ�, �̹漺(�۰��)�� ���� blank�� ����ϸ�
��(�; ear)�� ũ��� �۾�����.
 earing
earing
(4) ��Ȱ��(�����; lubricant):
��Ȱ���� �������� ������ ���ҽ�Ű��, ������ �ܺ� �� ���ο� ���ϴ� ���� �ð���Ű��, ������
������ �ϰ� �콺�� ���� ���� �� �ִ�. punch�� blank ���̿��� ������ �������� �ؼ� ������
���κ�(̲��ݻ)�� ���ߵ��� �ʰ� �л�Ǵ� ȿ���� �־� �����ϹǷ� ��Ȱ�� die�� blank ���̿� �ϴ�
���� ����.
(5) blank holder�� ������(����):
drawing �� ��ǰ�� �ָ��� ������ �ʵ��� blank holder�� blank�� ���� �ش�. blank holder�� �з���
�ʹ� ũ�� punch�� ������ Ŀ���� blank�� �Ŀ��� �� �����Ƿ� blank holder�� �з��� ��ǰ�� �ָ��� ������
���� ������ �������� �ּҷ� �ϴ� ���� ����. blank holder���� ������(ͳ����)�� ���н�(������)�� �ִµ�
���ڿ����� die ���� holder�� ������ ������ �ϸ�, ������ �ణ�� �ָ��� ���ϳ� punch�� die ���̿���
���ŵȴ�. drawing�� �� �ֿ���(���ݻ)�� �β��� �ణ �����ϹǷ� die ���� holder���� ������
(1.1 ~ 1.3)��t ������ �ϴ� ���� ����. ���н��� ��쿡�� ����, spring, ����, ����� ������ �����߿�
������ �� H�� �����Ѵ�.

(6) punch�� �ۿ��:
punch�� �ۿ�� ��꿡�� ���� ���Ǵ� ���� blank�� �Ŀ��Ǵ� ������ drawing �з��� �������� �ϳ�,
������ �ۿ������� �̺��� �۴�.
���� ���� ����� ��������� d, ���� �β��� t, blank�� ���尭���� ��� �ϸ� punch �� P��


[4-2] drawing ���
1�� drawing���� ���� ��ǰ�� ��� ��쵵 �ְ�
�� drawing(redrawing)�Ͽ� ���� ��⸦ ����� ��쿡 ��drawing�� 1�� drawing�̶�� �Ѵ�.
���� �������� cup ������ ��ǰ�� ��� drawing�� cupping�̶���� �ϸ�, �� ���� ��ǰ�� cup�̶� �Ѵ�.
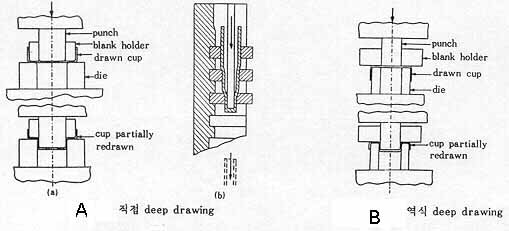
redrawing���� ����� ���ܸ�(Ү����)�� cupping ���� �Ͱ� ���� ���� redrawing(direct redrawing)��
cupping ���� ���ܸ��� �ٲ�� ���� redrawing(reverse redrawing)�� �ִ�.
�� A(a)�� cup�� annealing�Ͽ� ���� deep drawing�� ���ϴ� ���̸�, �� A(b)�� ���������� ���� deep drawing��
�ϴ� ���� ���� �ش�. �� (B)�� ���� deep drawing�� �����ָ�, ���ܸ��� �ٲ����� ���� ���� ��� ���� �Ǵ� ���ุ��
�� ���� ���� �� ������ ���� Ư¡�� ���� �ִ�.
- ū �ܸ鰨������ ���� �� �ִ�.
- �߰��� annealing�� �ʿ䰡 ����.
- ������ ������ �ݼ��� ������ �ߵȴ�.
- �β� 1/4 in���� �β��� �ǿ� ���ؼ��� ����ϴ�.
- ��Ȯ�� ������ ���Ѵ�.
|
 deep drawing
deep drawing
��
|
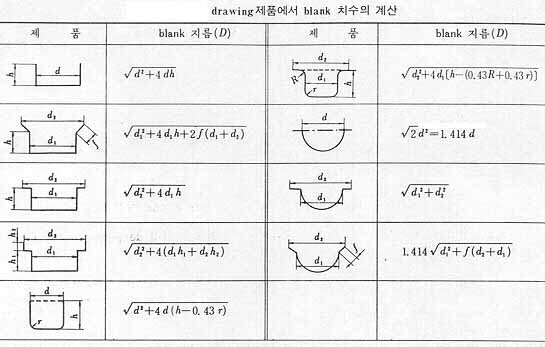
[4-3] ����(blank)�� ġ��
�п�, ����, �ι� ����� ������ ü���� ��ǰ�� ü���� ���ٰ� ���� ������ ġ���� �����Ͽ�����,
drawing������ blank�� ��ǰ�� ǥ������ ���ٰ� ���� ������ ġ���� ���Ѵ�. �Ʒ� ǥ�� ��������
���� ����� drawing�� �ʿ��� blank ġ���� ���̸�, ������ ������ ���� ��������
��Ŀ� ���Ͽ� �ٻ������� ���Ѵ�.
-
[4-4] drawing ��
deep drawing������ �ʿ信 ���� 1ȸ, 2ȸ ������ �����Ͽ� ��ǰ�� ������ �ٿ� ������. �� ��
blank�� ������ do,
1ȸ ����ǰ�� ������ d1,
���� nȸ �������� ���� ���� ������ dn�� �ϸ� �� drawing �� m�� ������ ����.
-
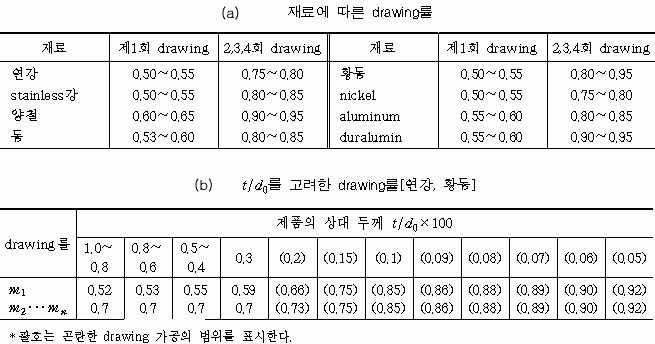
�� �� drawing ���� �� drawing ���� ���� ����. drawing ���� ����, blank �β� t/do�� ����
�ٸ���, ǥ (a)�� ���� ��ῡ ���� drawing ���̰�, ǥ (b)�� t/do�� ������
drawing ���� ���̴�.
-
[4-5] ������ȭ(ʥ������; work hardening)
drawing ���̰� ���� Ŀ���� drawing Ƚ���� �������� ���� �������� ����
�� ������ȭ�Ǿ�
�Ҽ������� ��ư� �Ǹ�, �ܷ������� Ŀ����. �̷� ���¿��� ��� ������ ������ �ϸ� ������ᰡ �Ŀ��ǹǷ�
�� Ǯ��(annealing)�Ͽ�
�Ҽ��� ȸ������ �־�� �Ѵ�.
����� ������ȭ���� ���� �������� �� �������ǿ� ���� �ٸ���, �ð� drawing������ ���� ������ȭ���
�̿��ϰ� �ִ�. �� ��� �Ʒ� �κп����� ������ᰡ ���������̰�, �� �κп����� ���������̴�. ��� �����
������ȭ���� ô���μ� ���Ⱑ Ŭ���� ��ȭ�ӵ��� ū ���� �ȴ�.
-
 ������ȭ�
������ȭ�
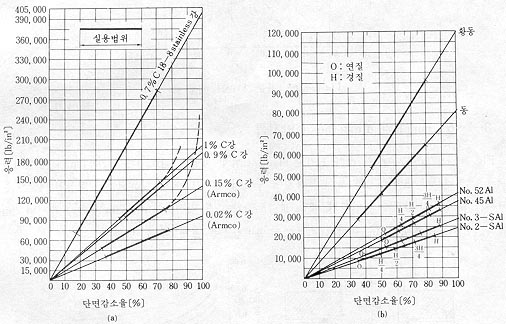
�Ʒ� ���� ����������� ��� = 48,000 lb/in��,
�ְ�������� ��� = 92,000 lb/in���� ��ῡ
���� ������ȭ��̴�. ���μ� 1�� �������� 40%, 2�� �������� 30%�� �ܸ鰨������ �ϸ�
��ܸ鰨������
-

�̴�.
�� ������ ��� ��ſ� graph���� ��ܸ鰨������ ���������� ���� ����� �Ѵ�.
��ȭ����� ����� x ����� �ܸ鰨������ ��Ÿ���� ����� �ְ�, ��� ������ x � �����ϰ� ��
�ܸ鰨���� 40%�� ������ �������� y � ���༱�� �� 1������������ ������ ���Ѵ�. 1����������������
x � �����ϰ� �ܸ鰨���� 30%�� ������ �������� �������� �÷� 2������������ ��������
��= 83,000 lb/in���� ���� �� �ִ�.
2������ �� ������ �ְ������� �����ϹǷ� Ǯ��ó���� �Ͽ� 3������ �� �� �̻��� ������ �ϴ� ���� ����.
-
 ������ȭ��� ��뿹
������ȭ��� ��뿹
|