|
10 Рх БтАшХщ АЁАј(БГАњМ p.421)
БнМгРЧ Р§ДмПЁДТ chipРЧ ЙпЛ§РЛ ЕПЙнЧЯДТ Р§ЛшПЁ РЧЧб Р§Дм(яЗгЈ),
Ђб pressПЁМРЧ РќДм
Йз
Ђб ППЁ РЧЧб ПыДм(щТгЈ)
ЕюРЬ РжАэ, chipРЛ ЙпЛ§ЧЯДТ Р§ДмРК И№Еч Р§Лш АјРлБтАшПЁМ АЁДЩЧЯГЊ РЬ РхПЁМДТ Р§Дм РќПыБтАшРЮ
БтАшХщПЁМРЧ Р§ДмРЛ УыБоЧбДй.
БнМгРЛ Р§ДмЧЯДТ ХщБтАш(sawing machine)ПЁДТ ХщГЏРЬ ПеКЙПюЕПЧЯДТ ШАХщБтАш(hacksawing machine),
ХщГЏРЬ ШИРќПюЕПРЛ ЧЯИщМ ПјСжПЁ РжДТ Р§РЮРИЗЮ Р§ДмЧЯДТ ПјСжХщБтАш(circular sawing machine), ХщГЏРЮ bandАЁ
pulleyПЁ РЧЧЯПЉ ПюЕПЧЯИщМ Р§ДмЧЯДТ ЖьХщБтАш(band sawing machine) ЕюРЬ РжДй.
Р§ДйЧв АЁАјЙАРЬ Бц ЖЇПЁДТ ДйРН БзИВАњ ААРК floor standИІ ЛчПыЧбДй.
-
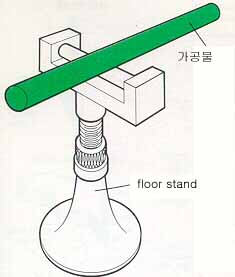 Бф АЁАјЙАРЛ ЙоУФСжДТ floor stand
Бф АЁАјЙАРЛ ЙоУФСжДТ floor stand
[1] ШАХщБтАш(hacksawing machine)
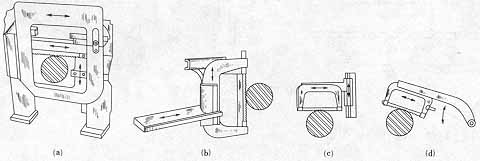
(1) ШАХщБтАшРЧ СОЗљ:
hacksawing machineПЁДТ ПюЕПЙцЧтАњ БИСЖПЁ ЕћЖѓ ДйРН БзИВАњ ААРК АЭРЬ РжРЛ Мі РжДй.
>
 hacksawing machineРЧ СОЗљ
hacksawing machineРЧ СОЗљ
|
 hacksawing
hacksawing

|
(2) ШАХщБтАш БтБИ:
БзИВАњ ААРЬ ХщГЏ(blade)РЧ ПеКЙПюЕПАњ РЬМл(ьЙсъ; feed)РИЗЮ АЁАјЙАРЛ Р§ДмЧЯИч, 2ЧрСЄ СпПЁМ 1ЧрСЄПЁМИИ
Р§ЛшРлПыРЛ ЧЯБт ЖЇЙЎПЁ ПјСжХщБтАшПЭ ЖьХщБтАшПЁМ ИИХ ДЩЗќРћРЬСі ИјЧЯДй.
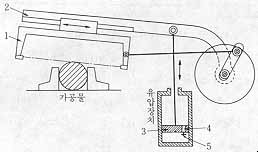
ПеКЙПюЕППЁДТ РЯЙнРћРИЗЮ crank БтБИАЁ ИЙРЬ ЛчПыЕШДй. saw frame 1РК crankРЧ ШИРќПЁ РЧЧЯПЉ arm 2ИІ ЕћЖѓ
ШАЕП(ќСдб)ЧЯПЉ ПеКЙПюЕПЧбДй.
БЭШЏЧрСЄПЁМДТ ХщГЏРЧ АјРлЙАПЁ ДыЧб СЂУЫРЛ АЁКБАд ЧЯЕЕЗЯ РЏОаУЂФЁАЁ МГФЁЕЧОю РжОю
pistonРЬ ЛѓНТЧв ЖЇПЁДТ piston 3ПЁ РжДТ БИИл 4ИІ ХыЧЯПЉ oilРЬ НБАд ЙиРИЗЮ РЏУтЧв Мі РжРИГЊ ЧЯАЧв ЖЇПЁДТ
valve 5ПЁ РЧЧЯПЉ ЙцЧиИІ ЙоОЦ ММШї РЬМлЧЯАд ЕШДй. hacksawing machineРЧ ХЉБтДТ ХщГЏРЧ ЧрСЄ ЖЧДТ
Р§ЛшЧв Мі РжДТ УжДыФЁМіЗЮ ЧЅНУЧбДй.
 ШАХщБтБИ
ШАХщБтБИ
Ђа
|

ШАХщГЏ
|
(3) ШАХщГЏ(hacksaw blade):
ШАХщБтАшГЏРК МеХщГЏАњ КёНСЧЯИч, C: 1 ~ 1.1%РЮ ХКМвА, C: 1.1 ~ 1.2%РЬАэ W: 2 ~ 2.5%РЮ ЧеБнАјБИА,
18-4-1РЧ
Ђб АэМгЕЕА(ЭдсмгјЫМ; high speed steel, H.S.S.)
ЕюРЧ РчЗсЗЮ СІРлЕШДй.
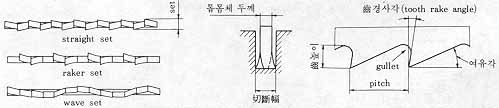
АэМгЕЕА ХщГЏРЧ АцПь БцРЬАЁ 300 ~ 900mm, ЕЮВВАЁ 1.3 ~ 3.1mm СЄЕЕРЬАэ, pitchДТ 1.8 ~ 10mm РЬДй.
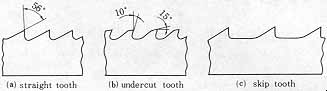
ХщГЏРЧ ФЁЧќПЁДТ ОЦЗЁ БзИВАњ ААРЬ АцЛчАЂРЬ 0ЁЦРЬАэ ПЉРЏАЂРЬ 30ЁЦСЄЕЕРЮ straight tooth(precision or regular tooth),
АцЛчАЂРЬ 0ЁЦАЁ ОЦДЯАэ ПЉРЏАЂРЬ РлРК undercut tooth(clow or hook tooth)ПЭ
РЬ(іЭ)РЧ АЃАнРЬ ХЋ skip tooth(buttress tooth)АЁ РжДй.
straight toothДТ АЁРх ИЙРЬ ЛчПыЕЧДТ ФЁЧќРИЗЮМ СЄЙаР§ДмПЁ ЛчПыЕЧАэ,
undercut toothДТ АэМгР§Дм, РхНУАЃ АЁАјПЁ ЛчПыЕЧИч, skip toothДТ ПЌМК(цурѕ)РчЗсРЧ
Р§ДмПЁМ ЕЮВВАЁ ХЌ ЖЇ ЛчПыЕШДй.
РЬ(іЭ)РЧ ЙшППЁДТ РЬАЁ СТПьЗЮ ЙјАЅОЦ АЁИщМ offsetЕШ straight set, РЬАЁ СТПьЗЮ
ЙјАЅОЦ offsetЕЧАэ 3ЙјТАРЧ РЬДТ СїМБЛѓПЁ РжДТ raker setАњ РЬАЁ С§ДмРИЗЮ СТПьЗЮ
offsetЕШ wave setРЬ РжДй.
straight set(alternate set)РК КёУЖБнМг, ЦЧБнМг, plastics Йз ИёРч ЕюРЧ Р§ДмПЁ ЛчПыЕЧАэ,
raker setРК ДыКЮКаРЧ Р§ДмПЁ ЛчПыЕЧДТЕЅ offsetЕШ РЬАЁ СжЗЮ Р§ДмЧЯАэ СїМБЛѓПЁ РжДТ РЬДТ СжЗЮ
chipРЛ СІАХЧбДй.
wave setРК БИСЖА ДмИщ, СжЙА ЖЧДТ Аќ(pipe) ЕюАњ ААРЬ ДмИщРЬ КЏЧЯДТ РчЗсРЧ Р§ДмПЁ ЛчПыЕШДй.
 hacksaw/bandsawРЧ ФЁЧќ СОЗљ
hacksaw/bandsawРЧ ФЁЧќ СОЗљ
 hacksaw/bandsawРЧ РЬ(іЭ) ЙшП
hacksaw/bandsawРЧ РЬ(іЭ) ЙшП
(4) ШАХщРлОї:
(4-1) АјРлЙА Йз hacksawРЧ АэСЄ:
АјРлЙАРЛ АэСЄЧЯДТ ЙцЙ§ПЁДТ БтАшРћРЮ АЭАњ РЏОаПЁ РЧЧб АЭРЬ РжРИИч, ДйРН ЛчЧзРЛ СиМіЧЯДТ АЭРЬ ССДй.
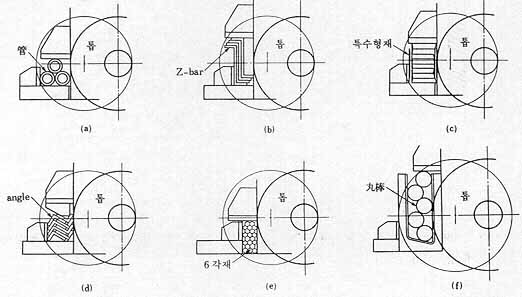
- ОуРК stripРЧ АцПьПЁДТ ЦђЦђЧЯПЉ ИЙРК ИХМіИІ ЕПНУПЁ АэСЄЧЯПЉ Р§ДмЧв Мі РжРЛ АЭ.
- АЂКР(ЪЧмъ)РК ЦђИщРЬ viseРЧ ЙиЙйДкПЁ СЂУЫНУФб АэСЄЧбДй.
- ШЏКР(ќЏмъ) ПЉЗЏ АГИІ ЕПНУПЁ АэСЄЧв ЖЇПЁДТ БзИВАњ ААРЬ Сї4АЂЧќРЛ РЬЗчАд ЧЯАэ, ПАЃ(цъЪр)РЧ КРРК МЗЮ
ШЈПЁ ГЂПіСіАд ЧбДй.
- railАњ ААРК АЭРЛ Р§ДмЧЯАэРк Чв ЖЇПЁДТ rail headАЁ АэСЄ vise jaw УјПЁ РЇФЁЧЯЕЕЗЯ ЧдРИЗЮНс Р§ЛшДЩЗќРЛ
ЧбУў ХЉАд ЧбДй.
- angleРЬГЊ channel ЕюРЧ РчЗсИІ Р§ДмЧЯАэРк Чв ЖЇПЁДТ БзИВАњ ААРЬ ГаРК ИщРЬ АэСЄ jaw УјПЁ РЇФЁЧЯЕЕЗЯ
ЧбДй.
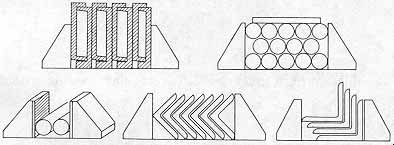 hacksawing machine viseПЁ АјРлЙАРЧ АэСЄ ПЙ
hacksawing machine viseПЁ АјРлЙАРЧ АэСЄ ПЙ
hacksawИІ frameПЁ АэСЄЧв ЖЇПЁДТ ДйРН ЛчЧзРЛ СиМіЧЯДТ АЭРЬ ССДй.
- ХщГЏРЧ УјИщАњ ШАЕП(ќСдб) frameРЧ ПюЕПЙцЧтРЬ ААРК ЦђИщПЁ РжОюОп ЧбДй.
- ХщГЏРЬ ГЂПіСіДТ pinАњ hacksawРЧ БИИлРЧ ТїАЁ РћОюОп ЧбДй.
- ХщГЏПЁ РћДчЧб РЮРхЗТРЛ РлПыНУХАЕЕЗЯ РЮРх boltИІ СЖПЉОп ЧбДй.
(4-2) Р§ДмНУРлПЁМ РЏРЧСЁ:
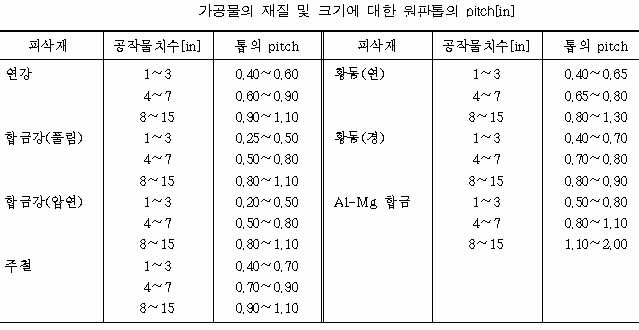
- ПЙИЎЧб Аї ЖЧДТ Р§ДмЕЩ РчЗсРЧ Р§ДмЦјРЬ СМРЛ ЖЇПЁДТ БзИВПЁМПЭ ААРЬ pitchАЁ РлРК ХщГЏРЛ ЛчПыЧЯИч,
ИЙРК ХщДЯАЁ АЁАјЙАПЁ СЂУЫЧЯЕЕЗЯ ЧЯАэ, РЬМлРЛ СйРЬАэ Р§ЛшМгЕЕИІ СѕАЁНУХВДй.
 ХщГЏДч АњДы Р§ЛшРњЧзРЛ ЧЧЧЯДТ ЙцЙ§
ХщГЏДч АњДы Р§ЛшРњЧзРЛ ЧЧЧЯДТ ЙцЙ§
(4-3) Р§ЛшМгЕЕ:
hacksawing machineРЧ Р§ЛшМгЕЕДТ АјБИРЧ СЖАЧ, АЁАјЙАРЧ СЖАЧ, Р§ЛшРЏСІ ЕюПЁ ЕћЖѓ ДйИЃГЊ, РЯЙнРћРИЗЮ
ДйРН ЧЅРЧ ЙќРЇИІ ХУЧбДй.
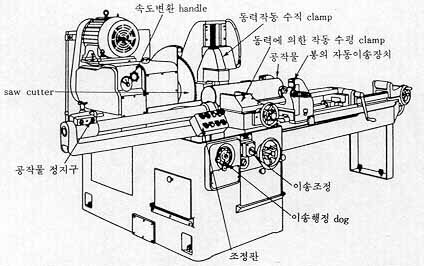
[2] ПјСжХщБтАш(circular sawing machine)
ПјСжХщБтАшДТ БзИВАњ ААРЬ ПјЦЧХщ(saw cutter)РЧ ШИРќАњ, ПјЦЧХщАњ АЁАјЙААЃРЧ ЛѓДы РЬМлПЁ РЧЧЯПЉ Р§ДмРлОїРЬ
РЬЗчОюСіИч, ХщГЏРЧ АЕЕПЭ ГЛБИЗТРЬ ХЉИч, ДЩЗќРћРЮ Р§ДмРЛ Чв Мі РжДй.
-
 ПјСжХщБтАш
ПјСжХщБтАш
Ђа
|
 ПјСжХщБтАш
ПјСжХщБтАш
|
(1) ПјСжХщБтАшРЧ СОЗљ:
ПјСжХщБтАшИІ АЂ БтСиПЁ ЕћЖѓ КаЗљЧЯИщ ДйРНАњ ААДй.
- Р§ЛшПТЕЕПЁ ЕћЖѓ
- ЛѓПТ(пШшЎ)Р§ЛшПы
- АэПТ(ЭдшЎ)Р§ЛшПы
- РЬМлБтБИПЁ ЕћЖѓ
- columnРЛ ЕћЖѓ bedАЁ ЛѓЧЯ Йз РќШФЗЮ РЬМлЕЧДТ АЭ
- columnРЛ ЕћЖѓ ПјЦЧХщРЬ ЛѓЧЯ Йз РќШФЗЮ РЬМлЕЧДТ АЭ
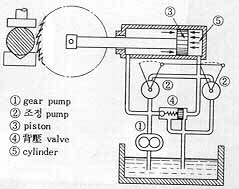
(2) ПјСжХщБтАш БтБИ:
ДйРН БзИВРК ПјСжХщБтАшРЧ РЏОаНФ РЬМлРхФЁРЧ РЯСОРИЗЮМ, gear pump Јч Ёц РЏЗЮАГЦѓ valve Јш Ёц cylinder Јы Ёц
piston ЈщРЧ МјМЗЮ РЏОаРЬ РќДоЕЧОю РЬМлЧЯАэ, РЬМлОаЗТРК ЙшОа(лЮфт) valve ЈъПЁ РЧЧЯПЉ РЯСЄЧЯАд СЖСЄЧбДй.
БЭШЏНУПЁДТ cylinder ГЛПЁ piston rodАЁ РжБт ЖЇЙЎПЁ cylinderРЧ ПыРћРЬ РћРИЙЧЗЮ БоМгБЭШЏЧбДй.
ПјСжХщБтАшРЧ ХЉБтДТ ПјЦЧХщРЧ СіИЇ ЖЧДТ Р§ДмЧв Мі РжДТ АЁАјЙАРЧ УжДы СіИЇРИЗЮ ЧЅНУЧбДй.
|
 ПјСжХщБтАшРЧ РЏОаНФ РЬМлРхФЁ
ПјСжХщБтАшРЧ РЏОаНФ РЬМлРхФЁ
|
(3) ПјЦЧХщ(circular saw):
ПјЦЧХщПЁДТ ХщДЯИІ КЮТјЧЯДТ ЙцЙ§ПЁ ЕћЖѓ АэМгЕЕА(H.S.S.)РИЗЮ ЕШ ХщИіУМПЁ ХщДЯИІ ЛѕБф РЯУМЧќ(ьщєїћЁ; solid type)Ањ
УЪАцЧеБн ЕюРИЗЮ ЕШ ГЏ ЧЯГЊЧЯГЊИІ ХщИіУМПЁ АцЖјСЂЧб НЩРКГЏЧќ(inserted type)РЬ РжДй. РЯУМЧќПЁДТ СіИЇ 350 ~ 400mmРЧ
МвЧќХщРЬ ИЙАэ, НЩРК ГЏЧќПЁДТ ДыЧќРЧ ХщРЬ ИЙДй. Р§ДмДЩЗќИщПЁМДТ УЪАцЧеБнРЬ ПьМіЧЯГЊ АэАЁРЬБт ЖЇЙЎПЁ
АэМгЕЕАРЬ ИЙРЬ ЛчПыЕШДй.
ХщРЬРЧ ЧќЛѓРК АХФЃР§ДмПЁМДТ РЬ(іЭ)РЧ АЕЕПЁ ПЊСЁРЛ ЕЮАэ, СЄЙаР§ДмПЁМДТ РЬРЧ ПЙИЎЕЕПЁ ПЊСЁРЛ ЕаДй.
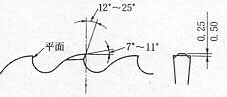
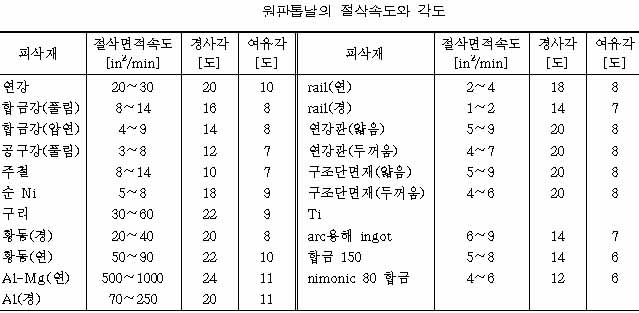
ХщГЏРЧ ПЌЛшРК Р§ЛшДЩЗќИщПЁМ ДыДмШї СпПфЧЯДй. АцЛчАЂРК 12 ~ 25ЁЦ, ПЉРЏАЂРК 7 ~ 11ЁЦРЧ ЙќРЇПЁ РжРИИч КёУЖ(оЊєб)РЬГЊ
ПЌУЖ(цуєб)Ањ ААРК ПЌРч(цуюЇ)ПЁМДТ УжДыАцЛчАЂ 25ЁЦ, ПЉРЏАЂ 11ЁЦБюСіЗЮ ЧбДй. АРЮЧб ЧеБнАПЁ ДыЧиМДТ АцЛчАЂ 12ЁЦ,
ПЉРЏАЂ 7ЁЦБюСі ХУЧв Мі РжДй.
АЁАјЙАРЧ ХЉБтПЁ ЕћЖѓ ХщРЧ ХЉБтАЁ СЄЧиСіАэ АЁАјЙАРЧ МКСњПЁ ЕћЖѓ ХщРЧ pitchАЁ МБСЄЕЧИч, ДйРН ЧЅДТ
Бз ПЙРЬДй.
|
 Ђа
Ђа
ХщГЏРЧ АЂ
|
Р§ЛшМгЕЕ ЖЧЧб АјРлЙАРЧ МКСњ Йз Р§ДмРќРЧ АЁАјЙАРЧ ЧЅИщЛѓХТ ЕюПЁ ЕћЖѓ ДйИЃГЊ РЯЙнРћРИЗЮ ЛчПыЕЧДТ
Р§ЛшМгЕЕ Йз АјБИАЂРК ДйРН ЧЅПЭ АААэ, РЬМлРК Р§ДмЕЩ АЁАјЙАРЧ ДмИщРћПЁ ЕћЖѓ ДйИЃДй. ПЙИІ ЕщИщ
ПЌАРЧ АцПь 25inЉї/minnРЬАэ, ЦјРЬ 5inЖѓИщ РЬМлМгЕЕДТ 5in/minАЁ
ЕЩ АЭРЬДй.
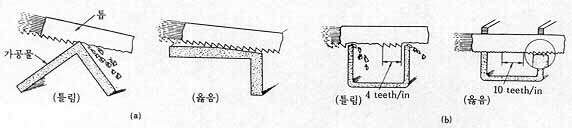
(4) ПјСжХщ РлОї:
АЁДЩЧЯИщ АЁАјЙАРЛ 1АГОП Р§ДмЧдРИЗЮНс conveyor ЕюРЛ ЛчПыЧв Мі РжРИГЊ, ПЉЗЏ АГИІ ЕПНУПЁ Р§ДмЧв
ЧЪПфАЁ РжРЛ ЖЇПЁДТ ДйРН БзИВРЧ ПЙПЁМПЭ ААРК ЙцЙ§РИЗЮ АэСЄЧбДй. ЦЏМіЧб ЧќХТРЧ АЁАјЙАРЛ Р§Дм Чв
ЖЇПЁДТ РћР§Чб АэСЄБИИІ ЛчПыЧЯПЉ viseПЁ АэСЄЧбДй.
ПјСжХщБтАшПЁМ АјРлЙАРЧ АэСЄ ПЙ
|
 ПјЦЧХщПЁМ pipeИІ Р§ДмАЁАјЧбДй.
ПјЦЧХщПЁМ pipeИІ Р§ДмАЁАјЧбДй.
|
|